

MPT – Uma importante ferramenta de gestão da cadeia produtiva
Por: Alexandre de Souza
A manutenção produtiva total (MPT) deve ser vista como uma importante função dentro da política estratégica empresarial na obtenção de resultados de uma organização, de modo que a empresa possa atingir índices competitivos de mercado referentes à qualidade e produtividade.
A partir da evolução das técnicas tradicionais de manutenção corretiva e preventiva, surgiu no Japão nos anos 70 a MPT – Manutenção Produtiva Total (do inglês TPM – Total Productive Maintenance). Ela tem se tornado continuamente uma importante técnica de apoio aos modernos sistemas de produção industrial, tais como a produção limpa (lean manufacturing), sistema de produção puxada (kanban) e produção por demanda (just-in-time).
Esta moderna filosofia de trabalho foi aplicada pela primeira vez em 1971 na empresa Nippondenso, do grupo Toyota, pelo instituto JIPM – Japan Institute for Productive Management (Instituto Japonês para Gestão de Produção), resultando a ela o premio de Excelência Industrial e Manutenção.
A metodologia MPT tem sido aplicada desde então, em todo o mundo nos mais diversos ramos industriais, sendo que o seu sucesso está diretamente ligado a um profundo engajamento de todos os funcionários da empresa e constitui uma parte fundamental de sua gestão estratégica.
No Brasil a metodologia da MPT foi introduzida em 1981 por Nakajima (“pai do TPM”), sendo que algumas empresas já puderam concorrer ao prêmio “TPM” do JIPM, órgão máximo de disseminação da metodologia no mundo.
Este artigo, dividido em duas partes, introduz de forma didática a manutenção produtiva total, iniciando com os princípios da manutenção industrial e concluindo, na segunda parte, com a estrutura e implantação da MPT nas empresas.
Desde a sua criação a metodologia MPT tem passado por profundas mudanças estruturais, podendo ser subdividida em MPT de 1ª, 2ª e 3ª geração (Figura 1). A primeira geração do método, baseada em “5 pilares” fundamentais, foi focada diretamente para as linhas de produção industrial com o objetivo de reduzir a zero as perdas em dispositivos, máquinas e outros equipamentos envolvidos no processo de produção industrial. A segunda geração (a partir de 1989) foi desenvolvida na base de “8 pilares” fundamentais para ser aplicada em toda a estrutura da empresa, focando reduzir todas as suas perdas em zero.
 [
[
Figura 1 – Evolução das técnicas de manutenção industrial
A atual geração (a partir de 1997) está baseada também em 8 pilares e tem como principais fundamentos a redução de custos em toda a empresa, sendo que a manutenção dos equipamentos de produção é realizada em grande parte com base em estudos de confiabilidade através de probabilidades estatísticas (manutenção baseada em confiabilidade). Essa última geração possibilitou uma considerável melhoria na capacidade produtiva, na qualidade e nos prazos de entrega das empresas, isto é, houve uma otimização de toda a logística de produção industrial (figura 2).

Figura 2 – A cadeia logística de produção industrial
(Suppy Chain Management)
A aplicação das técnicas de Manutenção Produtiva Total nas empresas passa necessariamente pelo entendimento dos diversos métodos de manutenção industrial descritos a seguir.
TIPOS DE MANUTENÇÃO INDUSTRIAL
O processo de manutenção industrial evoluiu consideravelmente desde 1940, passando pelas atividades meramente corretivas de menor complexibilidade até a moderna estrutura da metodologia MPT (Figura 3), exercendo um papel decisivo em toda a política de negócios das empresas
Quanto à classificação, as atividades de manutenção industrial estão divididas em: corretiva (ou emergencial) e preventiva (figura 4). A manutenção preventiva está subdividida ainda em manutenções rotineiras, manutenções baseadas em inspeções de equipamentos, e em manutenção baseada em confiabilidade.

Figura 3 – Evolução dos procedimentos de manutenção industrial
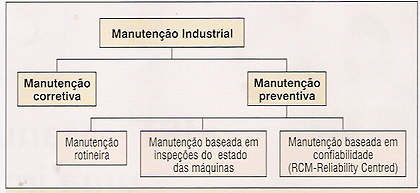
Figura 4 – Principais tipos de manutenção industrial
Manutenção corretiva
Este tipo de manutenção está associado com “panes” em máquinas ou equipamentos de produção, as quais levam à paradas inesperadas e indesejadas. Assim, na manutenção corretiva não existe nenhum tipo de pré-planejamento de atividades de manutenção da empresa.
A utilização somente deste tipo de manutenção em uma empresa conduz inevitavelmente a um elevado estoque de peças de reposição para suportar as falhas e quebras dos equipamentos, o que provoca elevado custo industrial. Este é muitas vezes o meio mais caro de gerência de manutenção. Geralmente à manutenção corretiva está associado um enorme tempo de parada não-planejada de máquina resultando em perda elevada na eficiência total do equipamento. Uma planta industrial que trabalhe apenas sob base dos conceitos fundamentais da manutenção corretiva deve ser capaz de reagir o mais rapidamente possível a todas as possíveis falhas dos equipamentos no “chão de fábrica”. Quando não há disponibilidade imediata de peças de reposição no estoque, deve ser recorrido a fornecedores externos de peças de reposição, o que encarece em muitos casos o custo de manutenção industrial. Em alguns casos, quando a empresa possui, por exemplo, varias máquinas do mesmo tipo ou máquinas que não são consideradas como “gargalos”, pode ser adotada a política de gestão de manutenção baseada em ações corretivas.
Manutenção preventiva
Este tipo de manutenção é fundamental em máquinas com elevada importância dentro da linha de produção (por exemplo, as máquinas “gargalos” ou de custos de aquisição mais elevados).
Manutenção rotineira
Na manutenção preventiva rotineira são realizadas atividades baseadas em informações obtidas em catálogos de fabricantes e fornecedores, bem como na experiência pratica dos especialistas em manutenção. Existe certo intervalo de tempo entre as manutenções a serem realizadas. Dados estatísticos de falhas e quebras de equipamentos, os quais se encontram normalmente registrados em softwares de manutenção, servem como base de apoio para o planejamento e realização de um detalhado plano de manutenção rotineira.
Para o empresa desta política de manutenção deve-se ter um conjunto de informações confiáveis, uma vez que ela não avalia as condições reais do equipamento. Além disso, outros pontos devem ser considerados:
a) embora a manutenção preventiva rotineira esteja baseada também em uma troca de peças por desgaste, é possível que ocorram falhas e quebras de peças ainda dentro de seus períodos de vida útil fornecidos pelos fabricantes, mesmo que elas não tenham atingindo ainda seus desgastes máximos.
Neste caso, podem ocorrer custos de processo onerosos para a empresa, principalmente por tempo de paradas excessivas, quando não há a disponibilidade imediata de peças de reposição no estoque. Esta questão exige dos profissionais de manutenção uma enorme experiência pratica, de modo que possam ser previstos um estoque de peças de reposição que possa cobrir toda a “imprevisibilidade das falhas” dos equipamentos;
b) a manutenção preventiva rotineira, principalmente quando existe falta de experiência em relação a uma determinada máquina em estudo, provoca intervenções desnecessárias no processo produtivo que podem ocasionar uma elevada perda de produtividade industrial.
A curva de “tempo médio de falha do equipamento (CTMF)” mostra o comportamento de um equipamento ou máquina de produção ao longo de toda a vida útil (figura 5). Através dela pode ser visualizado que o equipamento, no início de seu tempo de vida, isto é, logo após sua instalação na planta industrial, apresenta um elevado número de avarias durante o período de funcionamento. Após certo tempo de uso as falhas no equipamento tendem a diminuir, sendo que no final da vida pode ser verificado novamente um considerável aumento no numero total de avarias durante o período de funcionamento.
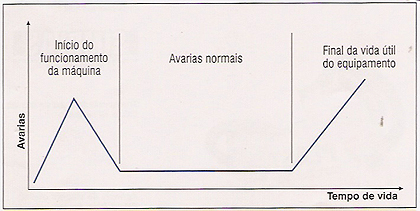
Figura 5 – Avarias de equipamento em função do tempo de vida
A identificação, por parte dos especialistas envolvidos nas atividades de manutenção preventiva, do ponto de início da fase de avarias normais e da fase final de vida útil do equipamento permite a realização de um adequado plano de manutenção preventiva, onde podem ser definidos programas de reparo, ajustes, lubrificação, como também um preciso planejamento de estoques de peças de reposição.
Manutenção preditiva
A manutenção por inspeção, ou também chamada na indústria de “manutenção preditiva”, é uma ferramenta importante dentro de um plano de manutenção preventiva industrial. Ela consiste da utilização de algumas técnicas de engenharia que podem identificar quando um determinado componente do equipamento tende a falhar. Estas técnicas englobam a análise de desgaste de componentes por meio da presença de partículas de ferro nos óleos lubrificantes das máquinas, a medição do nível de vibração de componentes, os testes de emissão acústica e ensaios mecânicos não-destrutivos para detectar trincas e falhas em materiais metálicos (figura 6).
A manutenção preditiva permite reagir rapidamente a um sinal de possível falha que acarretará em quebra de componente. Pode-se programar desta forma intervenções nas máquinas de modo bem mais planejado ou até mesmo compra de peças de reposição somente no momento em que elas necessitem ser trocadas, reduzindo assim os custos de estoque. Por ser uma manutenção que necessita um acompanhamento mais detalhado dos equipamentos, ela exige uma mão-de-obra mais qualificada e bons equipamentos de análises industriais.
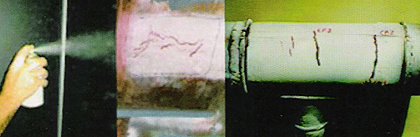
Figura 6 – Ensaio de líquido penetrante utilizado
para detectar pequenas trincas em materiais metálicos
A realização das atividades de manutenção preditiva fornece ao gerente de produção um bom planejamento de toda sua estrutura de manutenção preventiva com positivos efeitos na logística de produção da empresa.
Manutenção baseada em confiabilidade
A manutenção centrada em confiabilidade (do inglês RCM – Reliability Centered Maintenance) é tida como uma das mais modernas práticas de manutenção preventiva existente. A confiabilidade de um equipamento ou máquina indica sua probabilidade de operar sem falhas e quebras em um determinado espaço de estatísticas referente às possíveis falhas dos componentes de um sistema, o qual pode ser feito com a utilização da ferramenta FMEA.
O desenvolvimento e implantação desta metodologia são reforçados com um grupo de profissionais experientes em manutenção industrial, bem como com a disponibilidade de dados confiáveis referentes às falhas dos componentes que constituem o sistema em questão. Na manutenção RCM os grupos de trabalho tornam-se voltados para a melhoria dos índices de confiabilidade dos equipamentos, concentrando esforços naquelas máquinas que são considerados prioridades dentro da estrutura da fábrica. O correto emprego desta ferramenta de manutenção pode garanti também um adequado planejamento de estoques e conseqüente redução dos custos industriais de manutenção.
A manutenção baseada em confiabilidade pode ser caracterizada ainda por uma grande interação entre o departamento de manutenção e outros especialistas, os quais são responsáveis, por exemplo, pela construção e melhorias do projeto de um determinado equipamento. Na fase de projeto do equipamento busca-se o conceito de “manutenabilidade”, ou seja, através de melhorias do projeto, podem ser eliminadas inconveniências no equipamento que facilite posteriormente a sua manutenção durante o período de funcionamento. A figura 7 mostra que as informações obtidas através de dados de manutenção durante o período de funcionamento do equipamento servem novamente como ponto de partida para a realização de atividades de melhoria no projeto de novos e mais modernos equipamentos.
Uma ampla e bem estruturada política de manutenção industrial deve levar em consideração todos os tipos de manutenção citados anteriormente, considerando aspectos técnicos e econômicos das ações corretivas e preventivas.
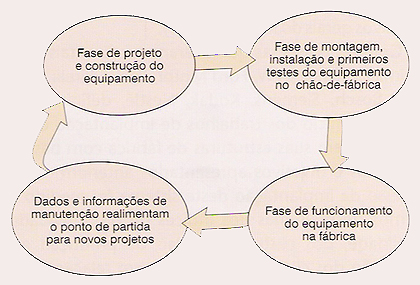
Figura 7 – Ciclo de projeto e funcionamento de um equipamento
A associação Brasileira de Manutenção (ABRAMAN), com base na norma ABNT NBR 5462, denomina como “manutenção programada” todas as atividades de manutenção preventiva que são executadas conforme um programa pré-estabelecido.
Manutenção produtiva total
A MPT possui uma enorme abrangência que envolve todos os níveis hierárquicos de uma empresa, cuja estrutura básica está baseada nas seguintes premissas fundamentais:
• Maximizar o rendimento global (efetividade) dos equipamentos de fábrica através da eliminação de vários tipos de perdas: falhas e quebras de máquinas, elevado tempo de setup e ajustes, tempo de ciclo elevado, erros de processo (refugo e reetrabalho);
• Desenvolver um moderno sistema de manutenção industrial abrangendo toda a vida útil do equipamento em utilização;
• Envolver todos os departamentos de uma determinada empresa no planejamento, execução e manutenção da filosofia MPT;
• Incentivar a participação de todos os funcionários, da gerência até o operador de máquina e;
• Desenvolver atividades autônomas em pequenos grupos de melhorias.
Com base nestas premissas, são colocados os seis objetivos gerais do MPT (tabela 1).
Grandes empresas que tiveram sucesso, tais como, Daimler Chrysler, Vw, Ford Motor, BMW, Pirelli, Motorola, Bosch, Siemens, Kodak, Nestlé, definiram suas metas no início dos trabalhos de implantação da filosofia MPT em suas estruturas de fábrica com base nas premissas e objetivos apresentados anteriormente. O sucesso da implantação deste sistema foi medido em termos de melhorias dos índices de produtividade e qualidade, dos custos industriais de produção e da satisfação dos clientes, bem como em relação aos aspectos ambientais e de segurança do trabalho.
Portanto, a MPT consiste em aumentar a eficiência da planta de fábrica com a eliminação das perdas de correntes da má qualidade ou não-conformidade de equipamentos, produtos e processos de produção ou administrativos.
CUSTOS DE MANUTENÇÃO INDUSTRIAL
A busca incessante das empresas pela redução dos custos tem exigido a adoção de severas medidas em relação a seus planos de manutenção industrial, principalmente na redução de gastos com excesso de estoque de peças de reposição e na melhoria dos índices competitivos de mercado referentes à qualidade e produtividade.

Tabela 1 – Objetivos gerais da filosofia MPT
Ela deve ser vista dentro da planta industrial como uma maneira preventiva de evitar danificações prematuras de equipamentos que interferem diretamente no processo produtivo da empresa. Apenas a manutenção adequada (efetiva) pode garantir que determinado processo seja executado como sucesso. Normalmente a utilização incorreta dos conceitos de manutenção leva a empresa a buscar soluções para quedas de sua produção em outros fatores, tais como ferramental, materiais e até operadores, elevando desta forma todo o custo operacional de seu processo produtivo.
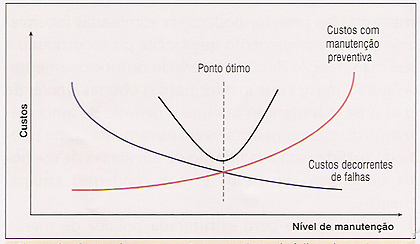
Os custos das atividades de manutenção englobam a mão-de-obra qualificada, as ferramentas e instrumentos aplicados nos reparos, a subcontratação de outros especialistas e toda a instalação física ocupada pelo departamento de manutenção. O gráfico da figura 8 mostra os custos referentes à manutenção preventiva e às falhas de equipamentos em função do nível de manutenção utilizado na empresa.
De maneira geral, o gráfico mostra que o investimento em manutenção preventiva tende a reduzir drasticamente os custos totais de manutenção decorrentes de falhas dos equipamentos. Porém, indica também que, a partir de certo “ponto ótimo”, o investimento no aumento da qualidade da manutenção preventiva (nível de manutenção) não reduz mais significantemente o número de ocorrências de falhas em equipamentos, o que provoca novamente um aumento nos custos totais da empresa.
Um dos compromissos do departamento de manutenção, em conjunto com os outros departamentos responsáveis pela avaliação de custos industriais, é determinar este “ponto ótimo” para cada máquina ou equipamento envolvido no processo produtivo da empresa.
Na próxima edição aprofundaremos mais a metodologia da Manutenção Produtiva Total.
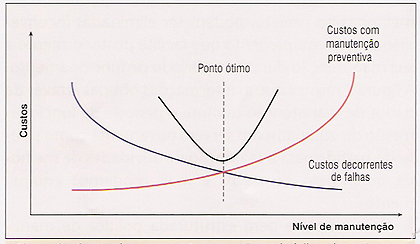
Figura 8 – Custos de manutenção preventiva e de falhas de equipamentos em função do nível de manutenção utilizado
Fonte: Revista Ferramental