

Descrição
APOSTILA DIGITAL – ebook – em PDF de 227 páginas
ENVIO FEITO POR EMAIL ou WhatsApp
ADQUIRA OS ESTUDOS E DISPONIBILIZE PARA SEUS COLABORADORES
Nosso email: contato@moldesinjecaoplasticos.com.br

VEJA CONTEÚDO RESUMO – ESTUDO DEFEITOS
Estudo livre e básico defeito em peças plásticas
O Estudo livre “Defeito em peças plásticas” aborda sobre as técnicas para a perfeita regulagem dos parâmetros na injeção de termoplásticos buscando identificar e solucionar os principais defeitos oriundos de processo, matéria-prima, detalhes do produto ou ferramental. As soluções reduzem as perdas decorrentes de anomalias no processo de injeção de termoplásticos.
Aqui reunimos os principais tópicos que abordam as recomendações sobre Fatores e Condições para um bom processo de injeção eliminando falhas no ajuste. O conteúdo deste Estudo não fica a dever se for comparado a curso online. Segue ainda identificação dos diversos tipos de ocorrências ou defeito em peças plásticas com sugestões.

No projeto / construção do molde, os cálculos relativos ao comportamento do plástico durante o processo de transformação são extremamente complexos. Também é praticamente impossível conseguir a repetição exata no aço das medidas especificadas no projeto devido ao desgaste das ferramentas de usinagem e das partes mecânicas das máquinas operatrizes.
No processo, a obtenção dos parâmetros de injeção especificados no projeto sofre variações, tanto em relação às características da resina injetada, quanto nas condições de controle de temperaturas, pressões, velocidades, tempos e todos os outros parâmetros de controle. Desse fato resulta que frequentemente nos primeiros testes de um molde existem correções que devem ser procedidas.
Após o teste inicial as cotas são controladas relativamente ao desenho de produto, e então são efetuadas as devidas alterações. Entretanto, todo teste de molde deve ser realizado com critério, seguindo uma sequência de ações que permitam obter o máximo de aproximação com os requisitos projetados.
Com o intuito de auxiliar na resolução de problemas durante os testes de injeção de materiais termoplásticos, apresentamos defeitos encontrados em peças injetadas, relacionando alternativas possíveis para ações que devem ser tomadas para minimizar ou eliminar tais defeitos, que podem ter origem no projeto, no processo ou em ambos. O conteúdo deste Estudo não fica a dever se for comparado a curso online.
tópico – título – página
Estudo livre Defeito em peças plásticas
Fatores e condições
01 – Avaliação de defeitos em peças injetadas de termoplásticos – 04
02 – Origem e solução dos problemas de moldagem – 06
03 – Possíveis erros de projeto do molde ou produto – 09
04 – Condições para obtenção de produtos sem defeitos e com
propriedades otimizadas – 11
05 – Variáveis sob o controle do operador – 19
06 – Ajuste da máquina injetora – 20
07 – Efeitos e defeitos decorrentes de ajuste da temperatura – 30
08 – Fatores que influenciam a temperatura do material fundido – 31
09 – Influência da temperatura do material fundido na qualidade /
produtividade – 34
10 – Falhas na regulagem geram rejeitos ou refugos – 43
11 – Análise de prevenção para problemas de moldagem – 45
12 – Recomendações para evitar os defeitos superficiais – 46
13 – A influência das tensões residuais – 47
14 – Saída de gases, recurso importante em moldes de injeção – 49
15 – Câmara quente e problemas com troca de calor – 50
16 – Tipos de pressão e influência na qualidade e produtividade – 52
17 – Fatores que influenciam a qualidade / produtividade – 56
18 – A influência da contração na moldagem de peças plásticas – 60
19 – Parâmetros que favorecem a diminuição da contração – 67
Fluxo desequilibrado na injeção plástica
Identificação de defeitos em peças e sugestões para correção

01 – Hesitação – 69
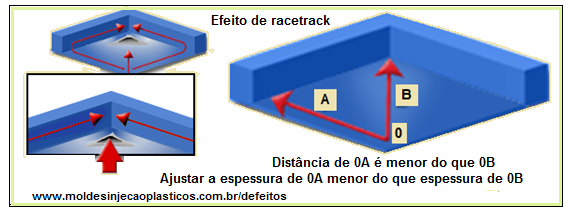
02 – Efeito de racetrack / fluxo desequilibrado – 72
03 – Sobrecompactação – 76
04 – Efeito de underflow ou sub-fluxo – 78
05 – Escorrimento pelo bico / ou entre bico e canal – 79
06 – Marca de pinos extratores / trincando na extração – 81
07 – Flash / rebarba / excesso de rebarba – 84
08 – Tiro curto / falha de injeção / moldagem incompleta – 88
09 – Acabamento superficial – 96
10 – Fragilidade / peças quebradiças – 98
11 – Peça com adesão / presa no molde / molde não abre – 102
12 – Peça com dimensões acima das medidas – 107
13 – Peça com dimensões abaixo das medidas – 108
14 – Deformação / ovalização – 108
15 – Empenamento / contração volumétrica – 109
16 – Tensão de corte – 116
17 – Rechupe / pontos de contração – 117
18 – Marcas de pia / Chupagem – 121
19 – Linhas de emendas, de junção ou marcas de fluxo / auréolas – 126
20 – Jato livre / esguichamento – 139
21 – Canal de injeção ou de alimentação preso ao molde – 141
22 – Efeito diesel / pontos de queimados / carbonização – 142
23 – Delaminação / descamação / esfoliação – 148
24 – Descoloração / não homogeneidade de cor – 153
25 – Bolhas / vazios / aprisionamento de gás /fissuras internas – 156
26 – Peças abaixo do peso ou com falha – 162
27 – Baixa resistência ao tenso fissuramento /
quebra sob tensão ambiental / aparecimento de trincas – 162
28 – Manchas no ponto de injeção / marcas em torno da entrada – 166
29 – Estrias marrom / amarelamento / queima – 168
30 – Marcas ou estrias prateadas / espirrado prateado – 173
31 – Pontos pretos/contaminações/mancha negra / faixas castanhas – 177
32 – Pontos foscos – 181
33 – Pontos claros na peça – 183
34 – Porosidade – 183
35 – Umidade / manchas ou estrias de umidade – 183
36 – Ar aprisionado no molde – 186
37 – Torção / variação na contração / contração excessiva – 187
38 – Efeito trilha de LP (casca de laranja) – 189
39 – Estrias por queimaduras – 191
40 – Manchas de ar / estrias de ar – 191
41 – Manchas brilhantes / estrias de fibra de vidro – 192
42 – Estrias de cores – 194
43 – Furos na peça – 195
44 – Pouco brilho / falta de brilho – 196
45 – Divergências de brilho – 198
46 – Contaminações – 201
47 – Esbranquiçamento por tensão / Micro trincas – 202
48 – Bolsada de contração – 205
49 – Arranhões – 207
50 – Tampão frio – 210
51 – Jateamento / espirramento / marcas de fluxo / sulcos – 211
52 – Trincas ao redor de insertos – 214
53 – Afloramento de terminais ou insertos – 216
54 – Formação de fio no ponto de injeção / fiapos do canal frio – 217
55 – Vestígio / Gota na ponta do bico / problemas de câmara quente – 219
Avaliações
Não há avaliações ainda.