
OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO

Tempo de ciclo: redução limitada ao processo
A busca por um melhor nível de produção leva a indústria de transformação de plásticos a desenvolver novos processos de manufatura e tecnologia. O envolvimento no sistema é grande e se por um lado existe a tecnologia de ponta, na outra extremidade está o manuseio e em todo o processo as informações concentram-se em quem está envolvido nas etapas do mesmo.
É fato que a injeção de peças produzidas em maior quantidade e em menor tempo possível é uma das possibilidades de ganho econômico (dentro as várias possibilidades e visão) assim, o tempo de ciclo tornou-se responsável também, para a referência da produtividade e ganho.
Baseado em artigos mostramos em um resumo de alguns pontos importantes nesta evolução da redução do tempo de ciclo. O universo deste processo de evolução vai do diâmetro de um furo que deve ser conforme o projetado até um sistema operacional moderno de injetora. As bibliografias trazem detalhes embora, todos os pontos do processo parecem ter a mesma importância.
A troca de calor que ocorre entre a ferramenta e o produto final sofre influencia de forma direta e complexa das propriedades dos materiais utilizados na construção das cavidades dos moldes.
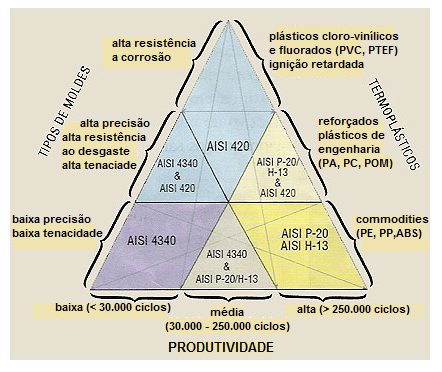
Diagramna de Orientação para escolha do aço para as cavidades de um molde.
Com base em alguns critérios relacionados é possível orientar a escolha da matéria-prima utilizada de modo a influenciar o tempo de resfriamento da peça moldada e assim diminuir o ciclo sem causar prejuízos à qualidade da peça moldada. Propriedades tidas como “requisitos especiais estão diretamente relacionados com, além da qualidade do material, a qualidade do tratamento térmico aplicado”.
É importante utilizar parâmetros de tratamento térmico de acordo com os melhores fornecedores de serviço. Para auxilio da escolha, estudos e ensaios executados fornecem dados suficientes para elaboração de uma tabela de orientação com as propriedades necessárias ao aço para fabricação de moldes de acordo com os requisitos das aplicações.
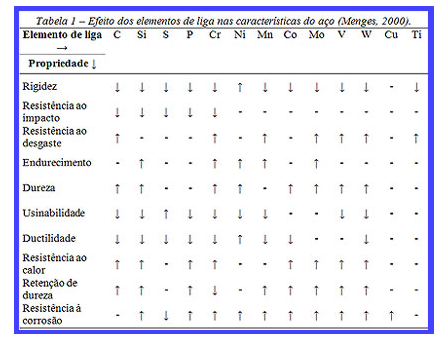
Tabela de Propriedades de aços e suas aplicações típicas.
Entre os principais critérios para seleção do material da cavidade, esta a possibilidade de polimento, o tratamento térmico, as propriedades requeridas do produto, a resistência da cavidade à transferência de calor, o tempo de resfriamento e a sensibilidade do campo de temperatura às interrupções do processo. A escolha do material que constitui a cavidade influência a temperatura da sua parede e o seu resfriamento, bem como o tempo de ciclo. Para se obter uma peça termoplástica de qualidade em ciclos mais curtos, o tempo de resfriamento necessário deve ser constante para um dado conjunto de parâmetros de processo da cavidade.
-Neste processo a temperatura da parede da cavidade tem um impacto direto, na produtividade e na qualidade do produto.
– A temperatura da resina fundida e as propriedades da mesma como temperatura de deflexão sob carga e difusão térmica.
-Geometria da peça moldada.
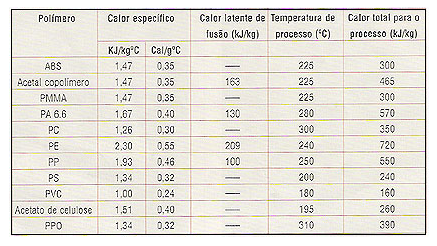
Tabela de Propriedades Térmicas de alguns polímeros.
O sistema de resfriamento do molde é fundamental para o processo de injeção de plásticos e portanto, evidente a necessidade de um sistema bem dimensionado para a aplicação na qual será utilizado pois, tem influência com a viabilidade técnica e econômica das peças injetadas. Com o auxílio de um programa para a simulação da moldagem, é possível prever como ocorre a transferência térmica desde a cavidade do molde até o ambiente.
A análise desta informação associada a outros fatores, como as propriedades da matéria-prima a ser transformada, os recursos de que a máquina dispõe, a distribuição de espessuras do produto final e o projeto do ferramental, possibilitam avaliar como essa troca de calor influenciará o desempenho do ferramental e ajudará a determinar qual tipo de construção do sistema de refrigeração é mais adequado. Ainda com a simulação do software é possível determinar o ponto de injeção, tipo de gate e método ou processo de injeção da matéria-prima (convencional ou sistema de câmera quente).
Um aspecto importante na análise de um sistema térmico é a identificação das propriedades termodinâmicas adequadas. Uma propriedade é uma característica ou atributo da matéria que pode ser avaliada quantitativamente, tais como temperatura, pressão e densidade.
A condição ou estado de um sistema é definido pelo valor de suas propriedades. Na maioria dos processos industriais o efeito de refrigeração é obtido com a circulação de um fluído sob baixa temperatura, normalmente a água. O processo de refrigeração é importantíssimo na transformação de resinas termoplásticas. A matéria-prima para a produção de plástico é estocada sob temperatura ambiente, mas tem que ser aquecida para ser moldada, no formato desejado.
Tipicamente, sua temperatura chega a cerca de 200º C e a peça moldada deve ser novamente resfriada até o ponto de ser embalada. A temperatura da água usada no resfriamento desses moldes, tem um impacto direto na qualidade e na produtividade do processo, uma vez que quanto mais rápido for o resfriamento, menor será o tempo do ciclo e mais peças poderão ser fabricadas em um mesmo intervalo de tempo.
Os equipamentos resfriadores de líquidos são projetados para garantir o fornecimento contínuo do fluído sob temperatura ajustada para o resfriamento de processos industriais. Como benefícios provenientes do resfriamento devemos destacar ainda a maior estabilidade dimensional, melhora da aparência do produto, menor índice de rejeição (descarte) e redução do tempo de máquina parada.

Esquema do sistema de resfriamento de um processo de injeção.
Inicialmente, os ajustadores de máquinas sempre impuseram fatores de segurança com longos tempos de resfriamento para compensar tolerâncias de processo e ferramental, como por exemplo, oscilações de temperatura e controle sendo que tudo isto, aliado a um projeto termicamente inadequado do molde levam a tempos de ciclos fora da realidade impondo assim consideráveis perdas financeiras.
Como o tempo de resfriamento exerce considerável influência sobre a qualidade e devido aos métodos utilizados de parâmetros, o tempo residual de resfriamento assume um valor fixo, que pode causar esporadicamente transtornos na produção, uma vez que não permite a compensação de oscilações do processo, do controle da máquina e do material.
Com a utilização do sensor combinado de pressão e temperatura e da forma como o sistema foi desenvolvido, o momento da desmoldagem não depende rigidamente de um tempo de ciclo pré-definido, mas passa a ser estabelecido, quando a peça moldada alcança um determinado estado térmico. Neste procedimento, o tempo de resfriamento não é mais constante, mas passa a depender das propriedades térmicas da peça moldada, cujo estado térmico, é caracterizado ao longo do processo, ciclo a ciclo, pela medição da temperatura e da sua superfície e da pressão interna do molde. O tempo residual de resfriamento será calculado automaticamente e transmitido diretamente para o sistema de controle da máquina. O processo oferece vantagens significativas como:
-Redução do tempo despendido nas fases de ajuste e preparação, uma vez que é suprimida a determinação e a programação do tempo de resfriamento residual.
-Melhoria substancial das condições econômicas do processo, uma vez que sempre será obedecido o menor período de tempo possível de resfriamento, o que define a duração do ciclo.
-Obtenção de alto grau de homogeneidade nas peças moldadas, uma vez que este depende de uma temperatura de desmoldagem constante.
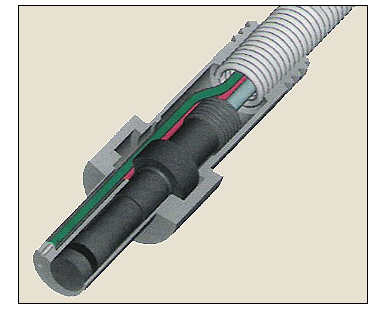
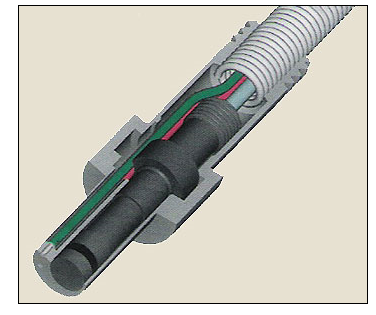
Corte transversal do sensor combinado para medição da pressão interna do molde e da temperatura, com o transdutor de pressão (cinza escuro) e o termopar (vermelho/verde).
REPRODUÇÃO PROIBIDA SEM AUTORIZAÇÃO
Fontes:
SOCIESC –CETT PR
Revisão Prof. Adriano Francisco Reinert
Artigos Revista Plástico Industrial
Hamilton Nunes da Costa – Editor de Revistas Independente
CFP VW SENAI / Matrizeiro especializado em molde
Escola ART-MEC / Projeto de molde
CFP VW SENAI / Técnico mecânico – CREA 126.785