


Problemas de injeção plástica em peças de PP
Este conteúdo abrange diversos problemas que ocorrem durante a injeção de diversos produtos plásticos no dia à dia. São resumos de casos apresentados e que receberam comentários e sugestões de profissionais. A ideia é levar a informação na palma da mão, para um melhor direcionamento no momento da necessidade. Se lhe interessa saber mais sobre molde de injeção, manutenção em molde e sobre defeito em peças plásticas indicamos nossos Estudos livres. http://moldesinjecaoplasticos.com.br/loja/
Chupagem em uma peça de PP com carga mineral.
Que fazer para tentar diminuir?
– Tempo e pressão de recalque, tenho peças que finalizo a injeção do produto com recalque, diminuindo pressão injeção e aumentando a de recalque, tem vários métodos e depende do produto
– Uso esse método, mais fácil e prático
– Existe também um aditivo chamado expansor, resolve quando não consegue na regulagem.
– Módulo expansor
– Não conheço, mas vou pesquisar
– O agente expansor resolve bem, é ótimo. Pesquisei e utilizei no tray out, tiramos mais de 80 peças boas, o suficiente para enviar para ao cliente.
– Retardo no tempo de dosagem ajuda muito
– Tempo de recalque. Aumento contrapressão.
– As vezes apenas um atraso na dosagem pode ajudar, dependendo do seu tempo de ciclo é claro
– Em PP de parede grossa o que fazer?
– Parede toda do produto sofre com efeito bexiga, injeta e tem que segurar no tempo e pressão de recalque para não murchar, como a pressão do pp dentro do molde é maior tende a retornar.
– Trabalha por tempo aumenta bem o tempo de injeção e baixa a velocidade de injeção
– O anel de retenção da rosca tem que estar sem folga, também.
– Aumenta recalque tempo e pressão e aumenta resfriamento, também pode baixar a temperatura do canhão
– É preciso verificar se está sobrando massa no colchão, caso contrário pode estar com anel de vedação da ponteira com desgaste aí não recalca e dá recheios.
– Aumenta tempo de 2a pressão e aumenta também a pressão… a que tem pode não ser suficiente para segurar a pressão do plástico dentro do molde.
– No caso do PP com talco e fibra, qual o valor mínimo de temperatura recomendado?
– 180° a 200° varia pelo tamanho da peça a ser injetada, distância final de preenchimento e tamanho do canhão de injeção
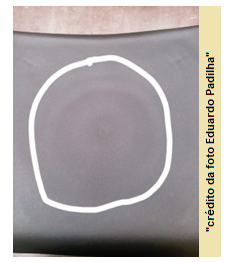
Peça circular com mancha translúcida / Material PP
Problema: peça saindo com manchas.
Estou usando material virgem PP. Em um teste, dosando mais lento ela melhora. Fazendo a troca da resistência do bico e pela avaliação dos membros pode ser gás mesmo.
Descompressão está com 3 mm. Temperatura fiz um teste em 250º, mas é muito alta para PP. São manchas translúcidas e anteriormente na máquina, também estava com PP.
Comentários:
– Verifica a saída da gás do seu molde, porque realmente o travamento está alto.
Autor – Vou verificar isso porque realmente o travamento está alto.
– Faz uma sequência de injeção e verifica se a mancha continua aparecendo, pode ser material frio do ponto de injeção.
– É um molde com bico italiano…pensei nisso e mesmo com ajuda de um maçarico pra começar ele gera essas manchas. Troquei a resistência do bico.
– Pode ser material reprocessado contaminado, saída de gás, qual foi produção anterior e que tipo de material usado.. se caso for isso.
Autor – O pior que já estava PP natural e também virgem.
– Gás, não me parece. A mancha está muito no meio da peça.
– Se a mancha persistiu no mesmo local é saída de gases. ( Destrava um pouco que resolve).
– Agora se mudar de local pode ser grãos contaminados, ou velocidade de dosagem alta de mais fazendo uma má homogênizacao.
– Se for gás, diminui um pouco a descompressão, velocidade de injeção e alivia um pouco o travamento do molde.
– Uma boa limpeza nas saídas de gas do molde, vai ajudar.
– Baixa as pressões de recalque e de injeção, diminui bem a descompressao e aumenta um pouco a 5 graus em cada zona de temperatura.
– Precisa ver se é sempre no mesmo lugar, se for pode ser alguma turbulência no molde, agora se for em pontos aleatórios pode ser master com necessidade de fusão maior que o PP.
– Parece ser contaminação. Apesar de está usando virgem, qual o material anterior que estava rodando? Retira a ponteira do canhão de injeção e realiza uma limpeza nele, se o molde for bico quente ou câmara-quente aumenta a temperatura só do sistema de câmara-quente e bico e espurga dentro do molde. Se possível utilize material de limpeza. Caso não tenha, pode ser com o material que está usando msmo, só que usa ele frio.
– A limpeza da rosca é sempre bom realizar com a temperatura mais alta, pra arrastar grãos de outra produção. Verifica se o material anterior se era PP, pois se for nylon ou ABS ou qualquer outro material que trabalha mais alto que o PP vc vai ter que chegar na temperatura deles pra mais um pouco pra conseguir limpar.
– Faz uma limpeza no molde pra ver se a saída de gás esta obstruída com sujeira ou homogênização.
– Material translúcido também degrada, e carboniza na rosca quando ultrapassa seu tempo de residência. Má homogeneização pode se dar por temperatura baixa e contra pressão, tenta trabalhar no limite da temperatura conforme data-sheet com contra-pressao pois vai arrastar oq tiver agarrado e com o tempo para.
– Mais sugestão: baixa mais a temperatura do cilindro, ou canhão.
Solução:
Autor – Perdi 1,5 segundos no ciclo. Não era o que gostaria mas, tive que aumentar a contra pressão para uns 80% do limite. E quase 100% da pressão e velocidade de dosagem. É uma máquina nova com 3 meses de uso e que desde o início vem apresentando falhas, inclusive com necessidade de troca de software.
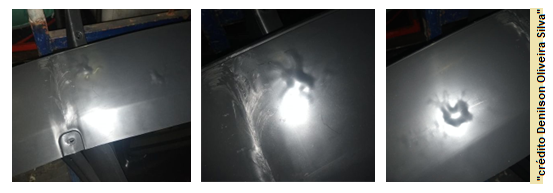
Face plana com marca tipo esguicho / Material PP
Problema: Peça saindo manchada.
Comentários:
– Em projetos de moldes costumo (quando possível) injetar sobre um obstáculo para mudar a direção do fluxo e evitar o “esguicho” na entrada de material.
– Pelo que aparenta é marca de fluxo na sua peça. Este material que utiliza é masterizado? Caso for recomendo que aumente um pouco a contra pressão para melhor homogeneização do master com o material.
Segundo ponto: Verificar o ponto se injeção se não está com obstrução.
Terceiro ponto: Perfil de injeção pode auxiliar neste caso utilize velocidade de injeção baixa e pressão mais elevada para o preenchimento da peça.
Quarto ponto: Aumente a temperatura do material para melhorar o fluxo no molde e também verificar como está a refrigeração do molde.
– PP com carga?
– Verifique o molde.
– Tenta diminuir a velocidade e aumentar o tempo de injeção, se der também pode aumentar um pouco a temperatura para melhorar a fluidez, mas acredito que terá que aumentar a entrada do material.
– Qual o material que tá injetando?
– Estufagem pode ajudar também.
– Até mesmo saídas de gases.
Solução:
Autor – Depois de alguns testes constatei o seguinte: o material é PP, são 2 bicos valvulados, esta mancha se dá porque o material chega neste ponto já frio.
Então aumentei a velocidade de injeção, porém isso causava manchas na parede frontal da peça, portanto, aí usei 2 perfis de injeção, sendo o primeiro lento e o segundo rápido.
Peça com mancha na entrada / Material PP

Problema: Mancha junto ao ponto injeção. Molde com bico quente.
Comentários:
– Parece espirramento. Colocar o material mais tempo no desumidificador ou ajuste na temperatura do bico de injeção ou Câmara quente degradando o material.
– Limpeza nós diretores de fluxo.
– Pode ser temperatura alta ou diminuir descompressão se tiver usando.
– Aumenta a temperatura do bico quente e aumenta a pressão e o tempo de recalque.
– Pode ser têmpera alta ou muita descompressão.
– Temperatura do controlador do bico quente muito alta. Abaixa a temperatura para 160, que resolve essa mancha. Eu trabalho muito com molde com bico quente.
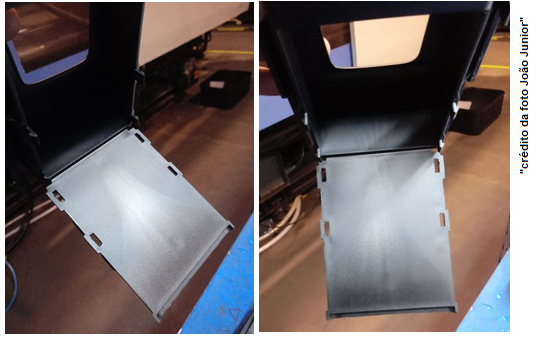
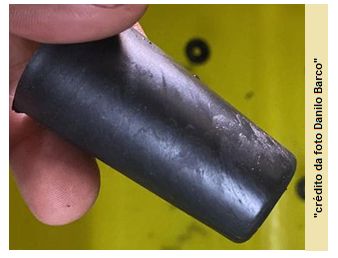
Peça apresentando rebarbas / Material PP

Problema: rebarbas
Comentários:
– Além de ver alguma deficiência no fechamento do molde (ajuste no molde ou da força de travamento da máquina), falta do pilar de apoio para a placa suporte,
– Existe a possibilidade de canal de injeção “pequeno” para a quantidade de material a ser injetado.
– O perfil tipo “meia cana” é deficiente para o material plástico. Essa rebarba no comprimento do canal pode ser um “transbordamento” pelo canal não suportar o fluxo da injeção.
– Ideal e usar o perfil trapezoidal, que é mais eficiente.
– Pode ser também material com baixa fluidez.
– Pressão de injeção muito alta, por isso rebarbas, observa o canal de injeção, verificar o travamento do molde e material na coluna.
– Aconselho a colocar entrada submarina, essa entrada flutuante que aí está, dá muito problema. O material expande com muita facilidade.
– Pelo que eu observei a peça está falhada perto de sua mão e está com rebarbas na área do canal de injeção primeiro passe tinta no fechamento do molde e trave-o aí irá identificar se a alguma folga no fechamento do molde.
– Mas também, mesmo tendo o fechamento ok, o molde pode estar cedendo com a força de injeção, por ter baixa espessura de placas ou falta de calço pilar.
– Pelo que dá pra observar, esse molde trabalha com extração por placa flutuante, e a rebarba tem a origem no local do fechamento entre o macho e a extração, de primeiro momento uma preventiva com uma boa limpeza já seria o ideal, depois se persistir fazer o reparo.
– Às vezes acontece esse tipo de coisa aqui na empresa, vê se o molde tem pilares no centro, faço isso sempre, o canal força muito e os pilares pode ajudar, uma sugestão, dá uma olhada, pode ser outros fatores.
– O molde parece que é de duas cavidades?
– Pilar daria muito certo.
– Existe caso a caso e tem que ser analisado, mas observe o fechamento do molde ou até mesmo algum material parte de galho peça, preso no molde. (Observe)
– Provavelmente algum defeito no ajuste do molde, para minimizar tente escalonar as velocidades de injeção, baixando mais a velocidade nessa zona e depois aumentar para encher a peça.
– Pode ser também formação de gases, recentemente tive um problema que saia com deformação na peça injetada em ABS. (pressão de fechamento estava no máximo)
– No meu caso, aliviei um pouco o fechamento para saída do ar (vai depender do seu molde aí, pode ser que já tenho em sua construção, o meu não tinha). Também diminui o tempo de injeção, ajustei a dosagem para sobrar no mínimo 30mm de colchão.
– Mas cada caso é uma realidade, outra coisa que ajudou foi ajustar a temperatura, consultei data sheet do polímero no qual instruía a temperatura ideal em cada zona.
– Geralmente a rebarba é causada por molde está precisando retificar, mas pra amenizar a rebarba (eu) aumento pressão de travamento, diminuo temperatura do molde, diminuo pressão e aumento velocidade de injeção, e depois diminuo temperatura do canhão, claro que a fluidez do material.
– Não podemos falar qual o defeito porque existem vários problemas, tem que ver dependendo da persa e gramatura a máquina pôde ou a TN dela e pouca para a persa segundo pôde ser muita temperatura no material ou a máquina ou o molde pode estar fora de centro.
– Primeiro verifique se o molde está com o fechamento ok, segundo a máquina está com o travamento conformem solicitado, caso ok, verifique seus parâmetros de regulagem, pressão de injeção, de recalque, dosagem, temperatura, refrigeração do molde.
– Pode ser falta de pilares de sustentação, a pressão de injeção pode estar provocando empenhamento nas placas no momento da injeção.
– Se abrir um ponto de ataque no início pode ajuda se for pressão de injeção encima do mesmo, porém tem verificar na ferramentaria se esse lado está tocando com pasta de ajuste, e fazer os procedimentos necessário e aí e passo a passo até mesmo regulagens no processo.
– Força de fechamento e uma máquina com um centrador mais pequeno para o molde não torcer.
– Verifique o fechamento na região do galho. Passe tinta em 1 lado. Assim saberá se está fechando (se a tinta marcar o outro lado). Caso esteja marcando deve se atentar só centro do molde que pode está cedendo, quando forçado a injeção.
– Baixa temperatura do canhão aos poucos, cuidado pra não falhar.
– Faça o canal de injeção fechamento de meio. Não apenas de um lado e abra um pouco mais o gate.
– Vai ver o resultado.
– Diminui o fluxo de injeção.
– Pressão do primeiro estágio de injeção muito alta, por isso rebarbas no galho.
– Ver trancamento. Velocidade de injeção e pressão.
– Pode estar cedendo o molde por falta de pilar.
– Molde não está fora de centro? fechamento está bom ou será que tem que aumentar a pressão de fechamento ou talvez tenha material preso no molde de injetadas anteriores, tipo dentro dos pinos etc.
– Acho que tem que abrir um poço o canal de injeção pois quando dá o recalque o canal está frio.
– Suportes na extração, a pecado de injeção faz abrir o molde ao meio.
– Aumenta o percurso e diminui a dosagem caso a peça comece a vir com falhas aí é o molde.
– Diminuir o recalque.
– Esse molde está todo cagado tem que fazer uma manutenção.
– A máquina está com paralelo em dia?
– Posta aí com foto como está a configuração da máquina.
– Pode ser problema de tonelagem, ou fuga de material no canal frio.
– Se o molde não estiver amassando é só aumentar a fluidez do material.
– Colocar um apoio suporte entre a placa de fixação e a placa suporte, parece que está empenando ou cedendo.
– Tem com cara de que o molde está precisando de um carinho. Retificar uns 5 centésimos talvez.
– Se tiver que produzir sem precisar ir o molde para ferramentaria pode trabalhar ajustando com calço se o molde for com régua ou pode trabalhar com perfil na injeção também.
– Pode ser excesso de carga, pressão de injeção maior que força de fechamento do molde, material no molde, excesso de fluidez do material, se nada resolver, aciona um ferramenteiro pra fazer alguns ajustes no molde.
– Molde pode estar amassado, também.
– Sem conhecer seu processo e sua máquina, eu diria aumentar pressão de fechamento ou ir reduzindo a pressão até falhar um pouco, aí vai subindo até preencher todo o formato.
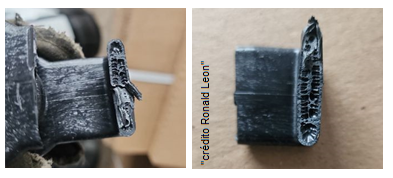
Peça técnica com falha de molde e rebarbas / Material PP

Problema: peça incompleta ou com muita rebarba.
Comentários:
– Esse molde já bateu normal, em uma máquina quando mudou a máquina que ele começou assim.
Autor – Na verdade a máquina era menor isso que estranhei.
– A resposta é uma só, placas empenadas, coloca pilar junto a placa, extratora.
– Passa pasta de ajuste, para conferir o fechamento do molde.
– Provavelmente era uma máquina maior com mais força de fechamento. Senão poder voltar a outra máquina, fechar as cavidades da extremidade e produzir sem perdas e um ciclo bom.
– Pelos comentários dos colegas vi que muitos pensam ser problema com o molde. Mas não descartaria o material, talvez o PP que se está usando tenha um índice de fluidez muito baixo. Eu testaria com um PP de índice de fluidez mais alto.
– Talvez se adicionar um aditivo de fluidez resolva!
Pesquisa um pouco sobre meltfliper. Esse tipo de canal vai sempre causar desbalanceamento, pois cada vez que o material faz uma curva o núcleo quente tende a se deslocar para um dos lados. Existe um programa que calcula como se deve fazer para que compensar essa tendência. Isso se dá criando uma turbulência fazendo o canal ora uma face de uma das placas ora na outra.
– Canal de injeção mal elaborado!!
Autor – Como você faria? A divisão está bem feita.
– Um canal só e para cada peça sua entrada de injeção!! Já fiz esse sistema e deu certo!!
– A acho que só precisa de um calço pilar e mais força de injeção, talvez o canal central pode ser aberto um pouco mais.
– Se aumentar a temperatura de injeção facilita muito também, mas depende muito do material.
– Material solidifica antes de chegar nas extremidades, primeiro o projeto está errado, segundo tem como salvar na regulagem, mas já tem um monte de dicas úteis aí, basta filtrar.
– Primeira opção, o molde abre o meio, sem sombra de dúvidas, rebarba por causa da máquina só daria no final com as peças completas.
– Volte ao projeto do molde e analise com carinho.
– Acredito que é o fechamento da máquina.
– Na minha opinião o molde está cedendo com a pressão de injeção, provavelmente não tem pilares atrás, se der coloca alguns.
– Veja o travamento do molde.
– Pode ser a altura do molde também.
– Esse canal de injeção está forçando o material quando chega na peça já está frio.
– As dimensões do canal não estão corretas e falta poço frio.
– Provavelmente falta pilares e acrescentando uma injetora maior.
– O canal está bem balançado, o que falta é pilar no centro molde.
– Caminho muito longo para o material percorrer.
– Pode ser travamento do molde.
– Pressão de fechamento.
– Força de fechamento. O molde está abrindo.
Autor – Está no máximo.
– Então vai ter que colocar em uma máquina com a força maior.
– O molde está bem de colunas? Pode ser que esteja cedendo bem no centro, se não tiver apoio vai ter que reforça o molde ou tentar a ideia do canal que é muito válido.
– Uma alternativa é subir a temperatura do molde e do cilindro para ganhar mais fluidez.
– Elimina uma das curvas desses canais que vai dar certo!!
– Os canais do centro, a entrada tem que ser menor, do que os das extremidades para o preenchimento se dar no mesmo momento.
– Se der tem que reforçar as placas. Principalmente com suporte pilar.
– Verifique se a placa cede com relógio comparador no momento da injeção.
– Injetar por volume e recalque com 90%.
– Aquecer mais o material e injetar mais rápido.
– Já pensou em entrar com a água aquecida para facilitar o fluxo do plástico.
– O fluxo de resfriamento do molde está do centro para extremidades?
– Foi colocado em uma máquina com capacidade de fechamento no mínimo 20 % acima da pressão calculada?
– O molde tem suporte pilar?
– Pode notar que as rebarbas estão só no meio, nas extremidades não tem, alguns já falaram que o molde pode estar cedendo com a força da injeção. Provavelmente não tem um calço atrás da placa do lado móvel.
– Perfeita observação acrescentaria a está também, o balanceamento do canal engrossando mais as vias de alimentação e as extremidades, acredito que estás duas situações poderá ajudar bastante em seu processo.
– Molde mau projetado, talvez não consiga encher toda as cavidades.
– Que tipo de material está usando, só assim posso ajudar.
– Autor – PP.
– Partimos do princípio que PP trabalha com molde refrigerado, creio que dificilmente irá preencher todas as cavidades sem ter problemas de rebarba.
– Pode-se tentar um PP com alta fluidez, aquecer o molde, se não ter estas alternativas vai ter que fechar cavidades…. Pensa…
– Conferir fechamento do molde e segundo e o mais importante, esses canais de injeção estão errados.
– O canal de distribuição está correto, tem que ser balanceado.
– Só faltou reduzir os diâmetros dos canais em cada estágio.
– Estamos falando de 32 cavidades sendo preenchidas.
– Tem alguns fatores que podem ser melhorados no molde para ajudar a injetar.
– Perfeito, os diâmetros tem que ser corrigidos.
– Alivia a força de fecho e baixa a 1° velocidade e começa de novo o enchimento
– Essa rebarba no canal é normal sair?
Autor – Quando fiz o teste do molde não saiu, foi para a empresa do dono, aí começou sair.
– Pode ser material com fluidez alta, se você já tiver observando o fechamento.
– As dimensões dos galhos estão erradas, devem ser escalonadas, o canal principal maior e ir diminuindo até chegar ao produto, e na forma que está hoje, tem um desbalanço, os canais das extremidades devem ser maiores que os do centro, ou próximos a eles, existem cálculos, entra no YouTube e procura que lá ele tem várias explicações.
– Ajustar Altura / travamento do molde!
– Se já produziu anteriormente, provavelmente seja questão de fluidez do material.
– Se é primeiro teste e está assim o molde está mal dimensionado e está faltando alguns pilares no centro.
– Esse molde injetava normalmente, sem apresentar esses problemas?
2. Qual a área projetada de injeção?
3. Qual a força de fechamento da injetora?
4. Qual material está utilizando?
– Há necessidade de se ter uma visualização da estrutura do molde; pode estar ocorrendo flexão da placa devido à mesma ser muito comprida, com pouca espessura e com vão livre por trás da placa devido aos extratores.
– Caso esteja ocorrendo flexão deverão ser colocados reforços na estrutura do molde, isso se o projeto permitir.
– Quanto tá a tonelagem.
Autor – 140
– Tentou escalonar a velocidade começar mais lento.
Autor – Já sim, porém já bati esse molde em uma máquina menor por isso estou confuso, ele bateu bem na outra menor.
– Sua máquina não está com fechamento adequado o material que é para preencher as cavidades está ficando na parte centro do molde
– Já fez um teste de aumentar a temperatura um pouco. E trabalhar com a pressão de injeção mais baixa.
Autor – Vou tentar, isso ainda não fiz.
– Se não puder reforçar o molde, terá até reduzir a pressão de injeção, aumentando as entradas de material, fazer saídas de gás, aquecendo o molde e usando material com maior fluidez.
– Ou é travamento da máquina que não está no máximo ou material com pouca fluidez ou molde precisa retificar.
– Primeiro que a distribuição do galho, está errada. Note que tudo está com a mesma secção.
– Segundo, pode ser que esteja injetando em máquina com força de fechamento menor do que deveria.
– Terceiro, eu aumentaria a entrada de material nas peças que mais falham.
– Sua contra pressão dever está zerada.
– O projeto é o problema. Refaça o fechamento do molde, aumenta a temperatura é diminui a pressão.
– Como está a refrigeração do molde?
Autor – Parte fixa desligada, móvel ligada.
– Sobre o Meltflipper que falei https://youtu.be/fyBrg2yC1FU
– O MeltFlipper pode ser bem conhecido na indústria de moldagem por injeção de plástico, mas a ciência por trás dele ainda é vista como um mistério por muitos.
– O ideal seria a entrada submarina. Esse tipo de canal dá muito problema para esse tipo de peça.
– Provavelmente é falta de fechamento na ferramenta e aumentar a entrada de material para ganhar fluidez evitando a falha. O fechamento do molde estando correto vai estabilizar a peça.
– O molde precisa de calços no centro para evitar que a placa deforme no momento de injeção.
– Altura de molde!
Autor – Está no máximo.
– Eu acho que seja o fechamento de máquina.
– Checaria dois pontos:
1- Temperatura.
2- Molde tem os devidos calços pilares para suportar resultado da pressão de injeção. Aparentemente, o preenchimento também não está balanceado.
– Nesse ponto, digo temperatura da massa e também a temperatura do molde. Ambas podem estar baixas, resultando em maior pressão necessária para preenchimento das cavidades.
– Como está a injeção, manda uma foto …. tá trabalhando com quantos estágios na injeção e mm de material injetado ?? e tem que ver também se está sobrando material na rosca e a temperatura.
Autor – Está com 80 mm injeção, está sobrando 10, temperatura 220 regredindo de 10 em 10.
– Coloca 75 de dosagem e manda uma foto da injeção.
– Reduz a pressão, aumenta a velocidade gradativamente até completar a peça.
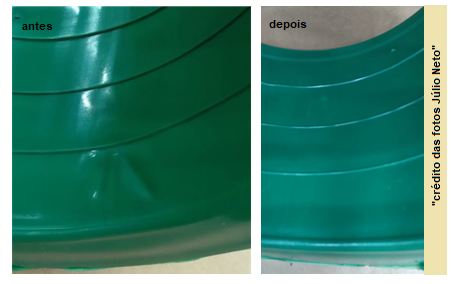
Peça técnica com marca de fluxo / Material PP perolado

Problema: Marca de fluxo.
O material é PP virgem com 10% de aditivo +14% de master prata perolado. A peça padrão da empresa não tem uma mancha.
Comentários / sugestões:
– Isso ocorre devido a diferença de fluidez entre a base do master e o pp utilizado, um vai outro fica.
– Material com umidade, se usa câmara quente aferir as temperaturas.
– Seria bom injetar essa cor com material extrusado.
– Já tive esse problema aqui, fiz muita coisa que disseram mais fiquei na mesma, até que mandei extrusar o material com pigmento, acabou o problema.
– Pode ser saída de gases.
– Mas tenta aumentar velocidade de injeção.
– Parece ser….saída de gases… já tentou injetar de forma mais lenta…e regular os tempos de injeção e contrapressão.
– Diminuam a pigmentação.
– Veja a situação do cilindro pode ser contaminação de outro material ou resíduo do master que não homogeneizou com o PP.
– Precisa fazer uma alteração no molde. Um alívio de massa no ponto onde fecha a injeção no sentido do fluxo do material.
– Tente moer injetar com o moído. Se não der manchas é a dispersão do pigmento/aditivo que pode ser resolvida com temperatura/ contra pressão.
– Deve- se avaliar se é possível aumentar a temperatura do molde, as vezes injetamos uma peça com determinado ciclo, mas quando usamos a mesma peça com pigmento prata, pérola ou ouro, é necessário aumentar o ciclo e aquecer o molde, para que esse fluxo melhore, o que gera um aumento de ciclo.
– É preciso avaliar, um ponto seria desligar a água da parte fixa, e injetar para verificar se haverá melhora significativa, o fluxo é característico deste tipo de pigmentação.
– Aumenta a velocidade e a temperatura do cilindro.
– Todas as cores pratas geram essa marca de fluxo no final da injeção, só se consegue diminuir com velocidade e pressão de injeção alta, mas geralmente gera rebarba nas peças.
– Aumenta a contra pressão melhora diminuir as manchas.
– Acho que é 1,4% de master, tente usar 0,7% e aumentando aos poucos. Muito prata acumula nas emendas. Além disso use contra pressão de dosagem.
– Já tentou diminuir a quantidade de pigmento?
– Infelizmente isso é bem comum e também depende muito do pigmento e aditivos. O pigmento se separa e acumula no ponto de solda em quantidade diferente.
– Nenhuma descrição de foto disponível.
– Esse pigmento Prata sempre deixa essa mancha, mas dá pra melhorar as manchas aumentando um pouco a contrapressão.
– Faça um teste injetando com falha e vá aumentando a dosagem para ver como é o fluxo de material no molde.
– Teste com e sem o pigmento.
– Falaram em aquecer ligeiramente o molde.
– Já vi processo de injeção de armação do alto falante em PP usar 37⁰C no molde.
– Tenta usar esse recurso, também.
– Master prata e ouro são dois tipos de pigmento complicado de tirar essas manchas, geralmente na emenda final de injeção vai ficar essa mancha.
– Trabalhei com pigmento bronze no ABS e as manchas não saíam, principalmente nas emendas.
– Como está sua almofada, qual tempo de residência do material dentro do cilindro, trabalha com a contra pressão e um perfil de injeção, tenta aliviar o travamento do molde.
– Outra dúvida a peça padrão foi injetada na mesma máquina que vc está tendo problemas.
– Eu tive essa mancha em botões de fogão e consegui minimizar aumentando a temperatura do molde para a massa se mover melhora na cavidade.
– A saída está na contrapressão, geralmente resolve.
– Aumenta um pouco contrapressão e verifica seu colchão se tem material para comutação.
– Corantes prateados ou perola na cor cinza deixa sempre uma marca preta na linha de fecho por mais que tentei nunca consegui eliminar completamente.
– Ao longo do tempo não houve um deslocamento do macho. Tem a impressão que está terminando a injeção naquele ponto. E o ideal seria no final da peça, onde deverá ter saída de gases.
– É certeza que no processo da peça padrão foi usado 14% de master perolado? Pq master prata e ainda perolado é muito característico deixar as linhas de junção muito acentuadas.
– Água quente, contra pressão e tenta tirar um pouco de fechamento.
– Dificilmente irá conseguir tirar essa marca, pois isso já é característico dos materiais perolados e metalizados, geralmente é feito um ponto de injeção na peça para esse tipo de marca ficar escondido.
– Essa cor aí dá essas manchas mesmo… Consegui melhorar diminuindo a pigmentação!
– Aumenta o cisalhamento, acho q faltou dispersão do pigmento.
Olha concordo com opinião do Dener Postal tira o bico do canhão e limpas vezes tem algum metal no bico.
– Como sugestão, você deverá trabalhar no perfil de velocidade de injeção, baixando velocidades, aumentar temperatura da massa e aumentar a contra pressão, porém pigmento prata sempre tem má dispersão e realça as linhas de fluxo. Você consegue minimizar, mas não eliminar. Tive muito problema para injetar cubas de tanquinhos na cor prata, mesmo a máquina tendo o homogeneizador na ponta do fuso.
– Altera o perfil de injeção. Se for acumulação de gases baixa a velocidade no fim, aumenta contrapressão na carga, pode ajudar.
– 14% é muito alto, porque desta aplicação, tente aumentar a contra pressão da rosca, vai ajudar bater mais o master, veja se também não é algum estrangulamento na passagem de material no molde.
– Esta cor de Master é muito difícil de tirar este vestígio. A base dele por si só já carrega muito. Um caminho seria jogar esta união do material para fora da peça, tipo um bolsão.
– Fabricamos dosadores para mistura homogênea desses componentes.
– Filtro ou misturados pode ajudar na homogeneização.
– Diminuir a concentração percentual de pigmento e baixe a velocidade de injeção. Além disso adote contra pressão de dosagem para misturar ainda melhor o pigmento no canhão.
– Vai ter que brincar bastante com o perfil.de velocidade de injeção … Recomendo começar com todas as velocidades iguais e ir baixando no final e avaliando o comportamento da mancha.
– Injetamos muitas peças nessa cor prata perolada na Tupperware. Esse gliter na matéria prima costuma dar mesmo esse tipo de problema. Conseguíamos melhorar um pouco com limpeza constante das saídas de gases e um pouco de contrapressão para homogeneizar melhor o material.
– A prata é bem ruim de tirar essas manchas, aumentando as temperaturas e perfil de injeção melhora bastante, molde mais aquecido.
– Mancha aceitável em master perolizado. Difícil tirar. As vezes só trocando o master para não perolizado.
– Má dispersão do pigmento.
– Diminui a velocidade de injeção e aumenta o contra pressão, material mistura, mas prata.
– Ver as mangueiras de resfriamento… Tenta fechar meia torneira para ver o que acontece.
– Esse tipo de cor tanto a prata. como a cor dourada esse tipo de mancha é normal.
– Prata perolado e foda tirar marca de fluxo.
– Isso me parece ser marca de homogeneização, nesses casos eu costumo aumentar contrapressão da dosagem, caso não resolva tente aumentar as temperaturas do cilindro.
Peça técnica com rechupe / Material PP
Problema: peça apresentando rechupe.
Material resina PP DMDC reprocessada. Melhora no processo com resfriamento, mas perde no ciclo.
Comentários:
– Qual espessura? Mas abre um pouco o molde, limpa bem as saídas de gases, e como vai abrir o molde, baixa a pressão, pois vai completar mais fácil.
– Injeta com velocidade lenta e diminui a temperatura do fuso.
– Verifica o resfriamento do molde e injeta mais rápido aumenta o recalque tempo ou pressão.
Autor – A circulação de água do molde está normal. Vou diminuir o tempo de injeção e como sugeriu, trabalhar nas pressões de injeção.
– É onde a peça completa por último que está ocorrendo esse problema?
Autor – Não, é na parte interna!! Como é material reprocessado estou trabalhando também nas temperaturas do canhão.
– Corta naquela região é verifica se tem bolha de ar, caso positivo é gás, aumenta a pressão é tempo de recalque.
– Acredito que tenha que aumentar a velocidade de injeção.
– Se usar água gelada dá uma verificada na temperatura da geladeira e pressão da geladeira, só uma dica. Como não conheço o molde é seu processo.
– Tenta aí TB tirar um pouco do travamento.
Solução:
Autor – Pelas dicas, injetando rápido e tempo de recalque maior resolveram esse chupamento.
Superfície com manchas / Material PP

Problema: muitas manchas na peça.
Material reciclado preto. Pode ser umidade ou gases, porém estou injetando em duas máquinas diferentes. Em uma delas da mancha enquanto na outra fica perfeito.
Comentários:
– Pela mancha a máquina deve estar com a coroa interna cheia de resíduo de outro material. Tenta fazer uma limpeza aquecendo bem mais o bico e a primeira zona. E passa um PS cristal para carregar a sujeira.
– Pode ser por n fatores, talvez a que esteja saindo bem, a rosca está mais nova, plastifica melhor o material e assim vai indo.
– Tem muitas variáveis. Mas supondo que não haja vazamento hidráulico interno nos pistões, nem perda de pressão na linha hidráulica, nem escape de matéria prima no conjunto injetor, se calcular a força e velocidade de injeção nas duas máquinas, elas são iguais?
– Diminua a temperatura e velocidade de injeção, eu trabalho com PP preto reciclado, e acontece isso, abaixa a temperatura para 165° perfil e abaixe a velocidade de injeção….
– Os 2 moldes têm bico quente?
Autor – Sim, os dois moldes com bico quente.
– Então pode ser gás, isso aí porque é material reciclado. Tenta diminuir a temperatura do bico quente, dá menos descompressão e injeta mais devagar, para ver se melhora.
– Usa um pouco de master preto, deixa a refrigeração da parte fixa fechada ou meia aberta.
Autor – Vou tentar.
– As duas injetoras têm a mesma tonelagem de capacidade de força?
Autor – Não, a que dá manchas é 120 ton, a outra 100.
– Poder ser isso, baixa a tonelagem da máquina. Já passei por isso, muitas manchas injetando psai.
– Qual o material que está injetando?
Autor – PP.
– Põe na máquina que não dá problema e não tira mais.
Autor – Tenho dois moldes e preciso rodar em ambas para atender.
– Tenta aumentar a contrapressão.
– Dois fatores contribuem para esse problema, velocidade de injeção e temperatura, verifique como está a refrigeração do molde.
– Pode ser o recalque de injeção a velocidade ou a temperatura alta.
– A diferença pode estar eficiência de velocidades e temperaturas de uma pra outra.
– Não use o mesmo parâmetro para as duas máquinas…principalmente de temperaturas…
Autor – Pode ser mesmo, a máquina que dá manchas é mais antiga, uma Himaco de 98 que não tem muita opção de velocidade.
– Exatamente….
– Verificar as temperaturas.
Autor: Vou tentar fazer isso.
Superfície com marca de fluxo / Material PP

Problema: peça saindo com marcas
Mat. PP +Pigmento
Comentários:
– Qual a cor da peça? Vê se o pigmento é compatível com o material que está usando. Talvez o pigmento não está tolerando a temperatura que está usando!!! Procure diminuir um pouco da temperatura de processo. Use mais contrapressão na dosagem que pode resolver o problema!
– Da pra tentar aumentar um pouco mais a temperatura do material, também pode aumentar a rotação da rosca, um pouquinho de contrapressão, deve resolver.
– Tenta aumentar a temperatura pois o pigmento deve ser mais rígido. Aumenta a contra pressão e diminui a velocidade de dosagem isso ajuda o material misturar mais o material.
– Verifique a resina utilizada ……
– Contrapressão…e pedir ao fabricante do master para aumentar a aplicação ou verificar compatibilidade da fluidez.
– Aumenta a temperatura do cilindro, aumenta a contrapressão da rosca e diminuiu a velocidade de dosagem.
– Teu pigmento possui temperatura de fusão maior que a do material, isto deve ser menor ou igual.
– Reclama com o fornecedor do master batch.
– Contrapressão.
Solução:
Autor: Foi resolvido o problema adicionando um pouco mais de pigmento.
Peça apresentando pontos pretos / Material PP

Problema: pontos pretos na peça.
O cliente não aceita, pois é para equipamento médico.
Comentários:
– Material descontaminado e limpeza amigo no bico canhão e funil.
– Injeta com matéria virgem sem master, verificar o bico de injeção.
– Verificar se o master está contaminado, verificar o funil de alimentação.
– Se tiver Câmara quente pode estar com material degradado.
– Essas informações já resolveram comigo.
– Retire o bico de injeção e faça a limpeza.
– Verifique a zona de alimentação.
– Passa polietileno de alta com a fluidez bem baixa que limpa.
– O ideal que, após isso começar a produção não parar mais a máquina. Se não for possível deixe a temperatura ligada em torno de 160 graus de um dia pro outro. A limpeza mecânica é a solução mais certa e eficiente que qualquer material de limpeza.
– Precisamos saber o material e a temperatura que está usando!!
Autor – pp virgem a 220°
– Temperatura pode baixar e tenta ajustar a velocidade de injeção, faça teste mais rápido e um teste mais devagar.
– Está injetando por tempo ou posição?
– Está usando master “pigmento”?
Autor – Todos os testes possíveis eu já fiz já injetei por posição agora estou por tempo.
Já usei material de purga pra limpar a rosca já usei giz mas as pintas pretas sempre aparece e sempre onde não pode porque a peça tem algumas áreas que até é tolerado as pintas pretas.
– Pode nem ser canhão sujo, pode ser queima do master, pp ou saída de gás ineficiente ou descompressão alta ou até alta contra pressão de dosagem! Quando se há alta contrapressão o cilindro pode vir a subir a temperatura em até 30° do ajustado.
– Precisamos avaliar se os pontos pretos aparecem sempre na mesma área, por exemplo próximo ao ponto de injeção ou distribuídas aleatória mente pela peça
– Primeiro tirar bico e flange efetuar uma limpeza sem se tiver algum material de limpeza para passar na rosca ajuda bastante.
– Desmontar e fazer limpeza na rosca e canhão para eliminar todo material retido no conjunto canhão e rosca, anel de bloqueio etc. Após toda limpeza, fazer polimento rosca e canhão, montar na máquina novamente e bom trabalho.
-Existe alguma contaminação próximo a injetora ex. (moinho).
Autor: estou moendo branco então não poderia ser ali a fonte contaminante.
-Mas próximo a máquina existe algum outro fator que possa estar contaminado através do ar?
– Caso não, verifique todos os parâmetros de processo, limpeza da Câmara quente do molde, cilindro e rosca.
– Já passei por este problema, no meu caso era o moinho de outra máquina que estava contaminado o ar do ambiente e contaminava as placas do molde.
Autor: Com exceção de tirar a flange o resto das sugestões já foram feitos.
– Quando faço placas, acontece isso, pintas pretas perto do canal de injeção, limpo bem a saída de gás e abaixo bem a velocidade de injeção, as pintas saem.
– Repare se não tem poeira circulado no ambiente, uu máquina suja, outra máquina ao lado que use preto moído, estas pois as entrem no momento que o molde abre e fecha e também contamina, já tive problema parecido e era poluição externa que causava as pontas. Um abraço.
– Se tiver câmera quente, deixar com 300 graus e injetar com a velocidade bem alta e depois abaixar para 185 grau e voltar a velocidade normal. Eu já fiz isso e resolve.
Autor: não tem câmera quente.
– Faz outra limpeza no cilindro eu particularmente no Material de limpeza coloco um pouquinho de Veja e limpo bem a rosca da flange.
– Vários fatores podem causar isso: Temperatura do canhão muito alta degradando o material, máquina parada por longos períodos com aquecimento ligado, excesso de pó no máster e etc. Minha recomendação é começar com uma boa limpeza do canhão/ rosca, seja mecânica ou quimicamente. Se a máquina vai ficar parada por algum tempo, desligar o aquecimento da mesma. Na hora de aquecer, experimente aquecer em etapas, se usa PP sugiro aumentar a temperatura do canhão de 50C em 50C até chegar na temperatura de trabalho antes de iniciar a máquina. Injeto parede fina com IML e esse procedimento de aquecer gradual nos ajuda bastante. Quando for parar a máquina, purgue o canhão para não haver muito material parado durante o próximo aquecimento. E avalie seu máster, se tiver muito pó, peça ao seu fornecedor para retrabalha-lo, pois isso gera contaminação física no canhão, já que esse pó não se mistura de forma homogênea com o material, ficando nas paredes exposto a possível degradação.
– Essa peça me parece PS ok se for te sugiro que tire o bico e queime no canhão passe ps com um pouco de água pode acreditar que funciona bem aqui na empresa onde trabalho.
Autor – Não, o material é pp.
– Utiliza do mesmo processo que dá certo mais limpa bem o canhão coloque um pouco água com o material de limpeza ou seja puxe o funil pra frente e com um corpinho ou pote coloque ali na entrada do material.
– Olhou o master já? Injeta sem pigmento e vê se dá pintas também, se não der pode ser o master.
Autor – Já fiz e continua.
Normalmente resolvemos com limpeza, polimento ou jato de areia no bico injetor.
Para limpeza da máquina, quando é branco, igual a seu pigmento adiciona mais forte até ficar branco é para sair, como é pouco, vai sair.
Autor – Já fizemos isso também.
Se o material é virgem tinha que funcionar.
Autor – Só uso virgem.
– Se foi usado material reciclado preto nessa máquina em algum momento. Somente abrindo o conjunto e limpando por completo pra resolver.
– Tira a falange tire a rosca e faça uma limpeza mecânica.
– Para limpeza do cilindro de plastificação, nós utilizamos PP com um pouco da água, mas bem pouco só para umedecer o matinal.
– Verificar se o seu material não está contaminado, ou temperatura fora do especificado.
– Pode ser temperatura muito alta material contaminado, corte o material pode estar contaminado dentro das baguinha, se não cortar não dá para identificar, ou talvez seja material que estava no funil antes desse material que está usando, deixou um pó no funil.
– Senão for desconfiar qualidade master. Tem outros fatores rosca, flange, se for de câmara quente se uns bicos bulbos estiverem sujos e assim vai.
– Limpar, limpar e limpar. Interessante verificar a condição do canhão e rosca, podem haver fissuras que acumulam material. Esticar ao máximo o lote de produção.
Autor – A máquina é nova 6 meses de uso.
– O material não está puro, tem que ser virgem puro, ou pode estar sujo o canhão.
– Material tem que ser virgem. Material reprocessado muitas vezes vem contaminado. Por isso o material tem que ser de boa procedência.
– Desmontar fuso rosca e limpar muito bem a câmera e bico de injeção e depois verificar limpeza da tremonha e verificar as zonas de aquecimento.
– Mais carga e menos pressão isso deve ser saída de gás.
– Faz uma verificação cortando o grânulo (material) pode ser que a contaminação possa estar dentro do próprio grânulo.
– Passa agente purga.
– Fuso está sujo. O certo e dar manutenção no fuso.
– Usar temperatura certa para material, usar material virgem fazer controle certo dos termopares, verificar atrito na rosca, mas principalmente as temperaturas certas e o perfeito funcionamento dos termopares, negócio de disparar temperatura não existe.
– Último caso pega um termômetro e confere os Termopares, pode ocorrer que esteja com defeitos.
– Uma questão tem que ser analisada também, se esses pontos pretos estão próximo ao bico injetor o problema está na câmara quente do molde agora se a mancha se apresenta bem longe do bico injetor a mancha provém da unidade de injeção agora mais uma ressalva aqui, se por ventura injeta outro material nesse equipamento e depois injeta o produto para equipamentos médicos, é no mínimo arriscar demais, pois matérias injetáveis para produtos médicos exige um rigoroso controle do processos justamente para não haver esse tipo de coisa.
– Trabalhava com peças hospitalares, retire a flange da máquina passe umas 3 caixas de giz depois retire a rosca queime bem ela com maçarico queime bem o torpedo e a flange ponteira montar e iniciar a produção até acabar.
– Normalmente tem que tirar a flange se não der certo, já tive que tirar a rosca, a ponta e o anel antiretorno, limpar e limpar o canhão com palha de aço. Depois montar.
Superfície da peça com bolhas / Material PP Reciclado
Problema: peça saindo com diversas bolhas aparentes.
Comentários:
– Na injetora: Verifique a contrapressão de dosagem, velocidade da rosca, velocidade de injeção, temperatura do material.
– No molde: verificar saídas de gases, entradas se está bem alocada, temperatura do molde: na matéria prima: verificar se está usando muito material moído, verificar se o material está desumidificado.
– A descompressão dianteira pode te ajudar!
– A causa da bolha é projeto de molde ruim.
– Recomendo verificar todos os parâmetros que o colega acima citou além da descompressão dianteira! Quando o molde tem deficiência na saída de gases, recomendo limpeza continua no molde!
– Qual é o material injetado?
Tivemos um problema similar a pouco tempo injetando PC/PBT, só que as bolhas eram bem menores. Depois de tentarmos mexer em quase todos os parâmetros citados no comentário anterior sem sucesso, descobrimos que o controle de desumidificação do material tinha que ser perfeito.
– Então sempre que vamos iniciar a injeção, levamos um pouco de material até o laboratório e verificamos o teor de umidade.
– Pode ser umidade no material.
– Experimente se possível, colocar um pouco de altura de molde até que apareça rebarba na linha de fechamento, se for saída de gás, a formação de rebarba vai amenizar. Este procedimento é apenas um teste!
Autor – É PP material reciclado e a máquina não ajuda muito na contra pressão.
– Ler a ficha técnica do material e aplica lá em conformidade.
– Cortou a bolha para ver? Se tiver ar é falta de compactação, umidade ou saída de gases! Se tiver material contaminação, temperatura muito baixa ou compactação!
– Primeiro, identifique se é gás preso ou delaminação, corte dentro de um recipiente com água, se sair borbulhas de ar, é gás preso, se não sair é delaminação. Após isso, comente aqui.
– PP demora para cristalizar. Deve ser falta de compactação.
– Pelo que vejo na foto esse PP está úmido por conta da exposição direta a água, ou alguma carga higroscópica nesse material, parece também que ele está contaminado com algum material incompatível, recomendaria fazer um corte nessa região da bolha e verificar se não tem delaminação, se for delaminação é com certeza de contaminação com materiais incompatíveis.
– Tem alguns materiais reciclados que se vende por aí, que vem com tanto tranqueira no meio.
– Na maioria das vezes é molde com saída de gás mal feitas!! Se tiver como, tenta desviar a emenda de injeção para outro ponto!!
– Falta de compactação também não pode ser, senão a peça estava rechupada ou com a superfície da peça perfeita, porém com uma bolha interna no centro gerada pelo vácuo que se forma devido a compactação insuficiente.
– Tenta injetar com velocidade de injeção baixa, sem velocidade de recalque e sem descompressão.
– Tem que estufa o material antes de injetar. O material está úmido onde causa este tipo de bolhas, como sua peça é grande o melhor é estufar material de um dia para outro.
– Podem ser diversos problemas, material úmido, falta de saída de gás do molde, entre outros, mas acredito que se aumentar a temperatura das zonas de aquecimento, consiga pelo menos melhorar a homogeneização do fundido, sanando o seu outro problema de manchas de fluxo.
-Experimente baixar a velocidade da rosca para plastificar melhor.
– Tenta diminuir um pouco a velocidade de injeção, velocidades muito alta pode causar turbulência no material potencializado a formação de bolhas, e aumente o tempo de recalque e a contra pressão.
– Qual a matéria prima? Se for ABS e estiver delaminando essas bolhas podem ser causadas por contaminação.
– Não disse diminuir a velocidade de injeção. Disse velocidade de dosagem. Para plastificar melhor o plástico ok.
– Pode ser excesso de descompressão.
– Pode ser PS misturado no PP.
– Isso pode ser gás.
– Inúmeros fatores podem causar bolhas tais como, material contaminando, umidade, temperatura de processo elevada, falta ou até mesmo excesso de contra pressão, velocidade alta de injeção, falta de saída de gás no molde, etc.
Peça com mancha próximo da entrada / Material PP

Problema: mancha no ponto de injeção
Material PP com 25 % td. Molde bico quente
Comentários:
– Provavelmente injeção com velocidade muito alta, quando passa pelo gate que restringi a passagem do material acaba causando esse espirro por velocidade, ou temperatura do molde lado fixo que possui o bico quente está com água gelada, seria um problema também, certo seria água normal ou controlada (quente) gelada pode causar condensamento causando manchas ou até mesmo queimando a resistência dentro do molde.
– Lado fixo do molde está com aquecimento ou água normal? Experimenta inverter.
– Temperatura do bico alta….
– Duas causas prováveis, bico muito quente ou velocidade de injeção muito alta.
– Recalque.
Solução:
Autor – Foi feito uma limpeza fina no canhão e deu certo. Tínhamos feito uma produção anterior com master caramelo que impregnou no canhão!
Peça com bolhas internas visíveis / Material PP

Problema: bolhas de ar visíveis na peça. Material PP virgem
Comentários:
– Aciona a ferramentaria para fazer saídas de gás no molde.
– Você terá dupla descompressão, trazeira e dianteira, se o fundo do pote fica na placa fixa você teve aumentar a descompressão dianteira para que o material carregue até o fim da rosca, velocidade de dosagem, diminui um pouco para que você consiga homogeneizar todo o material, depois regula a velocidade de injeção, ajuste a temperatura da rosca com mais alto atrás e diminuir até chegar no bico certo…
– Temperatura pode estar muito baixa .do cilindro.
– Velocidade de compactação muito alta, está dosando ar.
– Diminui a descompressão, injeta mais lento, velocidade de dosagem muito alta.
– Tem que verificar se as bolhas e ar preso no molde ou se é no próprio material.
– Já tentou diminuir a velocidade de Injeção?
– Fecha um pouco a contra pressão.
Autor – Contra pressão está 0.
– Não é zero … ou ela está fechada ou aberta …fechada dificilmente carrega e aberta demais tem pouca compactação …para tirar essas bolhas se não for saída de gás ela fica no meio termo….
– Caso o fundo do pote fica na placa móvel, você deve diminuir o espaço em m³ da descompressão dianteira fazendo com que o material carregue mais a parte próxima do bico, e o resto continua igual como disse acima, resfriamento do molde ele não pode estar com suor ok. A e outra recalque, de um pouco mais de tempo e dosagem no recalque pouca coisa, assim terá um pote com melhor qualidade de travamento e as paredes mais compactadas….
– Tem duas coisas a fazer trabalhar na temperatura do cilindro ou velocidade de injeção.
– Saídas de gás, velocidade de injeção e descompressão. Pode diminuir todas.
– Diminui bem a descompressão.
– Trabalhei com essas caixinhas de pp e não usava contrapressão, quando acontecia isso eu diminuía bem a descompressão e diminuía a temperatura para uns 190 a 200 grau.
– Tira na velocidade de injeção temperaturas.
– Bem PP, depende de qual marca estiver usando cuidado com marcas similares verificar bem o Datasheet.
– Velocidade de injeção muito rápido ocasiona este tipo de defeito ou a temperatura do material.
Autor – A temperatura está 190.
– De qual zona eu costumo trabalhar, da zona cinco a zona um, Zona cinco 200 a 175 graus.
Autor – Todas 190 bico 60.
– Use PP randon e acabe com todas as bolhas. Só que esse PP é bem mais caro.
– Já resolvi um defeito parecido de bolha no tempo de injeção…,16 segundos.
– Trabalha por tempo, se a máquina tiver esse recurso. Nem usei recalque, vai preenchendo de forma lenta até encontrar o tempo ideal.
– Elimina a bolha de ar através da contrapressão. E também diminuir o curso da descompressão.
Autor – contrapressão está 0.
– Diminui velocidade de injeção.
– Temperatura.
– Abaixa bem mesmo.
Autor – A temperatura tá 190. Eu devo aumentar um pouco?
– Pode abaixar mais.
Autor – Ok
– Primeiro, limpa as saídas de gases.
– Aumenta a contra pressão e diminuí a descompressão.
– Dependendo da fluidez do material.
– Isso pode ser temperatura alta e contrapressão alta.
– Diminua o curso da descompressão.
Solução:
Autor – Tirei a velocidade de injeção, abaixei a temperatura, tirei o recuo de rosca e diminui a velocidade de dosagem e a caixa saiu perfeita sem nem uma bolha.
Peça com marcas tipo fluxo / Material PP
Problema: marcas de fluxo em excesso.
Comentários:
– Temperatura.ou material reciclado e umidade.
– É claro o problema …vazamento de água ..fecha a água para secar o molde, aí já tira a dúvida….
– Mais parece poliamida…!!!! Gases.
– Tem que ir eliminando os potencias problemas por partes:
– Material: pode estar contaminado, no caso do PP ele não absorve umidade a não ser que tenha talco aí nesse caso ele deve ser desumidificado.
– Molde : não há vazamento? Não está condensado? no caso ser com água gelada! No caso de moldes com bico quente, tem o poço frio?
– Máquina: verificar a temperatura do cilindro se está real com a temperatura setada, caso não precisa fazer a calibração (PID).
– Parece umidade no material. Estufar esse material.
– Tá com cara de vazamento de água no molde !!!
– Material úmido tira bota na estufa para seca.
– Material úmido da mais pressão menas velocidade para o gás sair.
– Umidade ou temperatura.
– É qualquer coisa menos PP falta informação.
– Pode ser umidade do material PP não é para dar essas manchas.
– Está parecendo material misturado pp com pe caxaria..
– Para mim isso é material degradado. Verifique o perfil de temperatura do cilindro de injeção. Faça testes diminuindo a temperatura.
– O molde está refrigerado com água gelada? Se sim pode estar condensado. Da cavidade e saindo na peça.
– Esta com poucas de saídas de gases terá que fazer saída de gases para poder melhorar.
– Se for sempre no mesmo ponto vazamento no molde, se for em pontos diferentes material úmido, quebra 1 peça se tiver porosidade excesso de temperatura ou tbm tbm se possui fibra tbm haverá porosidade porém falta de secagem.
– Se for reciclado seu material e houver porosidade como bolhas nos grãos abandona o material ou agrega % de material natural.
– Isso é marca de fluxo gente. Claro que há vazamento de água. Se for 1 cavidade, ela pode estar trincada.
– Excesso de temperatura.
– Está parecendo degradação.
– Umidade na matéria prima.
– Este material tem carga de talco?
– Agora se for em todas as cavidades desliga a água do lado fixo e faz um teste, caso use água da torre.
– Veja se não está vazando água na cavidade e se não está vazando do cano na parte de cima do molde. Se usar água gelada, desliga a água e usa a da torre só aumenta o resfriamento.
– Material com umidade ou molde com vazamento de água.
– Veja também a comutação.
– Aparentemente um vazamento de água no molde.
– Temperatura do molde? Velocidade de injecção? Temperatura da sem fim?
– Nesse caso não aparenta ser processo. A marca de fluxo de água é clara. Se for em uma cavidade, acho que a mesma está trincada.
– Talvez, a imagem não seja muito clara..o ideal é fazer o teste de cavidades para ver se há alguma fuga de água.
– Pela imagem aparenta muito fluxo. Se for fluxo, é água. Mas tem que ver todas as cavidades, se está usando água gelada e tals. Mas todo apoio que damos aqui a um amigo é válido! Eu posso estar errado mas aprenderei algo.
Marca no processo de injeção
Problema: Marca no processo de injeção.
Comentários:
– Resolvi problema parecido, fazendo uma saída de gás, na parte móvel do molde.
– Dá para tirar o recalque para ver se está comutando na posição certa, ajustando isso, pode deixar o molde um pouco mais quente, ajustar perfil de velocidade, entrar material no molde um pouco mais lento, depois mais rápido e no fim mais lento denovo, tentar tirar um pouco de travamento, deixar o processo bem simples assim vai ajudar muito, se ali é o ponto de injeção, pode ser que o material está esfriando antes de chegar no final da peça, e buscando uma pressão maior pra chegar na posição, até mesmo pode estar injetando no recalque, aí nesse caso a temperatura do molde maior vai ajudar, e os perfis de velocidade e comutar na posição certa, também.
– Aquece as duas partes e diminuir o recalque e aumentar a velocidade de injeção.
– Aumenta a temperatura do molde e diminui a pressão de recalque.
– Aqueçe a parte fixa.
– Contra pressão.
– Se é no ponto de injeção, resolve com regulagem de temperatura do molde e temperatura do material.
– Temperatura, muito tempo de recalque ,muito contrapressão ,colocar mais descompressão trazeira, fazer saida de gás ou destravar mais da máquina.
– Faz um teste injeta sem recalque se ela continuar é temperatura do molde.
– Temperatura câmera quente muito alta, diminuir descompressão.
Mancha tipo leque

Autor – Estou com um produto que fica mancha igual um leque.
Comentários:
Tive problemas com cor prata e cinza, sempre dava manchas, pelo menos até estabilizar a dosagem, tinha que homogeneizar bem e injetar com perfil, só solucionei com um bico homogeneizador, não confundir com filtro, era homogeneizado. Ficou fácil de injetar saiam sem manchas e ganhei ciclo baixando a contrapressão.
Mexe somente na velocidade de dosagem o mais lento possível, e verifiquei o menor parâmetro que a ficha técnica permite. Enquanto está dosando fica de olho na régua ou no painel (tela) da máquina, e assim que completa a dosagem e descompressão a máquina tem que abrir o mais tardar 2 segundos, depois cinco injetadas e pronto, problema resolvido.
Lembre-se que um bom controle de dosagem garante a entrada do recalque (acabamento da peça) que automaticamente eliminará esse defeito que você mencionou.
Tome cuidado com velocidade de dosagem caso seja rápido ou parâmetro alto vai carregar e ficar degradando a matéria prima no cilindro.
Fluxo de injeção, esses pigmentos metalizados tem que ter um bico homogeneizador ou usar pigmentos líquido.
Qual a matéria prima que está sendo utilizada? Possui algum aditivo? Está usando pigmento?
Dá uma verificada na entrada do material, acerta a velocidade de dosagem, aumenta a contrapressão.
Injeta mais devagar.
A temperatura do bico de injeção é a adequada a temperatura do molde?
Vê a contrapressão se dá certo.
Sobe a temperatura da primeira zona, faz um perfil, iniciando com a velocidade lenta por um pequeno espaço, e sobe a mesma até o preenchimento.
Manchas de fluxo – Material PP

Autor – Molde de casca de capacete, parede fina, injetando em pp copolímero de alta fluidez, e PP Random. O molde antes era espelhado e não tinha nada de problema, só que depois de modificação com a texturização da fêmea e jateamento do macho, as peças começaram a sair com manchas. Aparentemente os de cor translúcido não dá para ver, mas no preto aparece muito, estamos achando que agora é só processo, pois a ferramentaria já aumento canal de entrada de matéria e outras melhorias. Não testamos ainda com aquecedor no molde. Aqui nesta firma o pessoal trabalha com um processo de só uma zona de injeção, tentei acionar todas as zonas para tentar controlar todo o processo de injeção, não adiantou, temperatura do material está no bico 215 ºC, 210 ºC, 205 ºC e 200 ºC.
Comentários:
– Para PP Random aumenta a contrapressão. Se não der certo, tenta colocar uma parte de PP Homopolímero que ajuda na fluidez. Não passar de 30% de PP homo, pois diminui a resistência ao impacto.
– Aqui na empresa também trabalhamos com casco de capacete, e como isso é parede fina, tem que ter bastante velocidade e pressão. Produzimos isto numa máquina Arburg com acumulador de pressão e não temos este tipo de problema.
– Veja se na parte texturizada se existe solda na matriz, pois se tiver esta mancha vai ficar mesmo, porém, caso tiver solda, pode retirar a solda e colocar um postiço do mesmo material (costuma tirar um pedaço do próprio material).
– Essas marcas de fluxo você tira, com água quente no molde. Como foi feita a texturização o material perde velocidade dentro da cavidade e a água quente ajuda a conter tudo isso.
– Tenta escalonar a injeção, aí no ponto de injeção parece estar estrangulando a injeção. Coloca para escalonar, da primeira injetada, pressão, velocidade lenta, depois da um tiro.
Autor – O dono desse produto resolveu mandar espelhar de novo, pois comparando a peça espelhada com a fosca, a espelhada se destaca mais. Podemos não ter tido o tempo para resolver o problema, mas absorvemos tudo o que falaram para aplicar futuramente.
– Aparentemente parece ser por falta de saída de gás. Se for saída de gases, tente diminuir o travamento do molde, ajuda a saída de gás. Outro detalhe não use muita descompressão, só o suficiente para não vazar material no bico. A entrada de ar no canhão pode gerar manchas por efeito diesel na injeção.
– Molde tem canal quente? Só um ponto de injeção? Pode aumentar essas temperaturas para melhorar a fluidez, PP trabalha com até mais de 300⁰ C em ciclos rápidos.
– (Já vi casos de passar de 400 ⁰C).
Se estiver usando água gelada na parte fêmea, tente usar água industrial.
– Já resolvemos esse problema mandando texturizar de novo pois qualquer produto no molde antes da textura pode ter ficado mancha na textura.
– Eleva a temperatura para 230 ºC e aumenta a contrapressão, aí assim comece a trabalhar velocidade de injeção…
– Fluidez
– De preferência com óleo quente no molde. Tiramos luminária que não poderia ter riscos, muito menos mancha.
– Mancha que tem nas peças tem que ligar extrusora baixa bem velocidade aumentar temperatura controlar a pressão suficiente
– Toda textura dificulta o fluxo do material, ainda mais quando a textura é nova.
– Use um PP com maior fluidez.
– Hoje no mercado você encontra fluidez de 2 a 80.
– Todos os recursos de máquina ou de aquecimento são palestinos e você fica com uma margem muito pequena de regulagem, o que causa muitas variações.
– Use PP com fluidez acima de 40.
autor – Vamos tentar final de semana de volta com o aquecedor, e um pp com maior fluidez, máquina Tederic d200 nova.
– Cuidado com a fluidez porque diminui a resistência mecânica da peça.
– Sim, mas neste caso a parede deve ser de 3 a 4 mm e o fato de produto ser todo raiado, naturalmente fica mais resistente.
– Tenta aumentar bem a contrapressão e diminuir a velocidade de dosagem.
– Pode parecer besteira, mas qualquer fluido, óleo ou protetivo no molde tende a manchar ainda mais peças texturizadas e jateadas, confere se as cavidades estão limpas e sem nenhum fluido, se necessário lave o molde com thinner.
autor – Pensaram nisso aqui, daí deram benzina para passar no molde. E limparam com thinner.
– Usa aquecedor, melhorando a fluidez do material no molde e o relevo da textura.
– Um aquecedor poderia melhorar esse problema, faz esse teste.
– Aumente seu tempo de injeção, injetando nas velocidades mais baixas que puder ajuda muito nessas manchas de fluxo.
– Devido a essas alterações feito em ambas as partes do molde, criou se uma resistência no fluxo do material injetado. Injetando mais lento o material tem a tendência de fluir por igual sem criar gazes.
– Esse molde tem escape de gás?
– Já fez, estudo de simulação por computador?
– Coloca um chiller de água quente no molde temperatura a 50 ºC chiller.
Empenamento excessivo – Material PP

Autor – Empenamento na aba do carretel. Molde com quatro cavidades sendo câmera quente e tempo de resfriamento 15 segundos. Material PP reciclado.
Comentários:
– Ver o fluxo de injeção, dutos de refrigeração no molde., e maior tempo de resfriamento.
– Faz um gabarito de conformação para terminar de resfriar aumente o tempo de resfriamento ou gelar o molde, se for PP.
– Material errado, usar PS alto impacto ou aumentar parede e muito…
– O material realmente não atende a especificação… PP não é para isso…
– Aumentar a parede talvez não ajude, mas criar algumas nervuras sim….
– Acredito que reposicionando as nervuras pode resolver.
– Coloque na água depois que injetar.
– Água gelada e no mínimo uns 30 segundos de resfriamento.
– Mais contrapressão, resfriamento e faz para cair na água e depois recolher.
– Também o resfriamento também faz isso, aumenta um pouco ou coloca água gelada na parte que fica esse lado.
– PP nesse brilho? Não está parecendo PP mais o ideal para carretel PSHI ou ABS.
– Tempo de resfriamento.
– Crie um dispositivo de conformação.
– Também consegue isso com o recalque, injeto no molde com parede mais fina que isso, e fica retinha com 8 segundos de resfriamento, sem nenhuma deformação.
– Água gelada.
Marcas de estrias – Material PP

Autor – Se injeta sem recalque diminuem bastante as marcas de estrias, porém causa rechupe. Material PP virgem com pigmento.
Estamos trabalhando em cima de parâmetros de velocidade de injeção, pressão de injeção, contrapressão de dosagem, temperatura da massa. Porém se êxito. É uma cavidade difícil de polir por ser muito estreita e não caber nenhuma ferramenta.
Comentários:
Pode aumentar o canal de injeção para fluir com mais velocidade e se possível colocar agente expansões 2% para tirar a chupagem.
Pode ser devido da tensão da máquina, tem que deixar com menas tensão, ou então o problema pode estar com algum tipo de marcação.
Dá uma atenção na temperatura do material e do molde.
Diminui pressão faz o preenchimento só no recalque.
Isso aí fluxo é do material.
Injete devagar nessa região e depois acelere sua injeção .
Marcas de fluxo, aumenta a dosagem e retira o recalque pode subir a pressão até que preencha a peça, daí acerte a posição de entrada do recalque.
Aumenta diâmetro da entrada tanto do bico quanto do canal ou gate, injeta 80 % da peça com injeção rápida e depois recalca com pressão mais baixa.
Diminui a pressão e velocidade de material, tenta suprir com recalque.
Injeção mais lenta possível, pressão alta até a peça preencher, observe se melhora.
Faz um perfil de injeção, iniciando lento e depois aumenta a velocidade.
Abaixe o Recalque.
Bolhas gerando quebra – Material PP
Autor – Injetando Polipropileno moído e acontecem bolhas e quebras.
Comentários:
Material com muita umidade estufa ele umas 2 horas e põe a dosagem mais devagar para ele homogeneizar melhor.
Tenta injetar mais lento e aumente a compactação.
Para injetar essa peça com qualidade, vai precisar de um desumidificador ou funil secador (que é melhor e mais prático) deixando o material por 2 horas a 80 ºC de temperatura antes de começar a injetar. Utilize contrapressão no processo, dosando devagar, para compactar o material e homogeneizar melhor, isso também vai melhorar a plastificação. Aconselho também a usar um pouco de recalque para ajudar na compactação da peça dentro do molde, use o recalque por tempo para facilitar os ajustes, pois dependendo do molde poderá gerar rebarbas, se isso acontecer diminui um pouco a pressão do recalque, podendo compensar no tempo.
Verifique como está a saída de gás do molde.
Sendo reciclado só moído, as causas podem ser material úmido, ou contaminado com tinta ou outro produto que provoca gases. Também acontece se o reciclado for mal lavado. Com água suja e contaminada. Material proveniente de ráfia se não for extrusado em cascata faz isso também. O ideal seria saber de onde vem esse material. Oriundo de que.
Mas pela coloração esbranquiçada esse material está super úmido.
Secar bem o material, por ser PP reciclado pode ser algum contaminante ou não secou depois que lavou.
Material molhado, material degradado ou contaminado causando as bolhas ocasionando quebras.
Observe sua borra, qual o tempo que o material está no funil, o tamanho do seu funil tudo pode interferir no seu processo.
Diminui um pouco a velocidade de abertura do molde.
Além de umidade pode ser temperatura muito alta na máquina, se for reciclado diminua as temperaturas das zonas da máquina.
Material com aspecto estranho, tem muita sujeira ou excesso de reciclagem.
Também tirar a umidade do material, regular velocidade de injeção e aumentar tempo de recalque de injeção para compactar melhor o material.
Material frio e úmido esquenta 80 ºC com dessecante no aglutinador que revolve seu problema.
Mancha no ponto injeção – Material PP

Autor – Sugestões para tirar esta mancha no ponto injeção. Não sei se é velocidade, descompressão ou compactação.
Comentários:
É necessário fazer alguns testes para saber realmente em qual parâmetro ou perfil está ocasionando a mancha.
Manchas semelhantes já eliminei no início da injeção.
Pode ser também no início da injeção.
Primeira injeção coloca bem devagar, deixa injetar uns 20% dá peça daí você entra com a segunda injeção com bastante velocidade.
Primeiro eu preencheria a peça com pressão e velocidade, só depois de preenchida eu colocaria recalque para não formar duas camadas de materiais, dê um tempo de recalque grande para não permitir o retorno do material durante a dosagem. Ou aumentar a temperatura para o material ficar mais fluido
Injetar até o final, não deixe dar início de dosagem, de o tempo de resfriar, se a marca sair é muita contrapressão.
Tem que aumentar mais as temperaturas, isso são temperaturas baixas ainda.
Tenta aliviar a pressão e a velocidade nas ultimas zonas de injeção.
Pode ser que a injeção esteja muito lenta também. Tenta injetar mais rápido e não dar tanto recalque.
Está parecendo que quando o recalque vai atuar, a peça já está cheia.
As vezes não é regulagem pode ser saída de gás da ferramenta, tendo pouco saída também pode acontecer isso.
Além de mudar a água para industrial na base fixa e gelada na base móvel, veja se é possível criar um poço frio.
Retardo de dosagem coloca uns 4 segundos.
Esse problema é uma ponta fria, tenta baixar a temperatura do bico para que ele não babe material ou colocar o carro a recuar ou aumentar a descompressão. Não tem nada a ver com a velocidade ou compactação.
Vejo que o talo da peça está com marca de material queimado, primeiro passo é diminuir a temperatura do bico, segundo tem que verificar o recalque para ver se ele está mais baixo que a injeção, se estiver possivelmente está havendo pouca pressão no final de recalque e por último contrapressão que pode esta alta e acontece do material ficar com marca no ponto.
Vazamento pelo bico ou material frio. Experimente injetar algumas peças com bico recuando. Compare diâmetro passagem bico X diâmetro bucha molde.
Parece estar vazando material pelo bico / bucha caso esteja trabalhando com bico encostado.
Acho que temperatura do bico está alta e diminuir a contrapressão que a mancha irá desaparecer.
Aumenta a temperatura do bico e do canhão um pouco, parece ser material quente se sobrepondo ao material frio no final da injeção.
Baixar temperatura câmara quente ou bico.
Deixa o recalque zerado, e injeta com a pressão normal de injeção, deixa ela falhando um pouco, a sim depois vai dando tempo e pressão de recalque
autor –– Já tentei com recuo de bico e quatro perfis de injeção começando com velocidade baixa depois um pouco mais rápido continua, água gelada ambas as placas e é PP.
Autor colocou foto da peça boa, mas não deu retorno de como corrigiu.
Marca no ponto de injeção

Autor – Como fazer para não sair essa marca, o molde tem câmera quente.
Comentários:
Verifique sua ficha técnica, será o seu melhor caminho inicial.
Tenta trabalhar com a temperatura mais baixa possível.
autor – Falha a peça, mas vou tentar novamente.
Aumenta a carga ou diminui o colchão. Velocidade também.
Caso a temperatura não resolver, verifica como está a posição da descompressão, se estiver muito próxima causa isso também.
Esse pode ser um bom caminho!! Ajustar a descompressão.
Caso não consiga terá que trocar o torpedo ou avançá-lo.
Temperatura muito alta tenta trabalhar no resfriamento da peça ou diminui a temperatura.
Verificar temperatura do bico da câmara quente. Refrigeração da fixa se está circulando e se o recalque não está muito baixo.
Temperatura do bico demasiada, ou terá que fazer um ajuste de distância entre o bico e o furo de saída do material.
Descompressão lenta, tempo do retardo do fechamento em zero e temperatura baixa no bico.
Aumenta mais 5 segundos no resfriamento e vai vendo a peça.
Acho que alterando as temperaturas tanto molde quanto máquina e da mais um recalque provável que pare esse rechupe, também, depende o tamanho da peça, pode ser que o tempo de resfriamento esteja pouco.
O problema está na ponteira do torpedo. Tem de avançar mais a ponteira.
Se posição de descompressão e diminuir a temperatura do canal quente não resolver, vai ter que ajustar a ponteira do canal quente para mais perto.
Temperatura alta e usar descompressão.
Possivelmente temperatura do bico quente alta, abaixa aos poucos e vai acompanhando.
Temperatura da câmara quente ou tempo de resfriamento muito baixo.
Para ele ficar cem marca de injeção, o bom seria o bico valvulado.
Se não resolver em regulagem, só alterando modelo do bico, avançando mais o condutor de temperatura que fica no centro do bico.
Características de bico quente, quando ocorre descompressão, esta região fica sem compactação do polímero ocasionando uma depressão na superfície da peça.
Verificar o diâmetro e estado físico do gate.
Comprimento do diretor de fluxo.
O molde e de câmera, tem que observar se os gates são adequados para não sair esse ressalto no ponto de injeção.
Que polímero está injetando.
Acho que tem que ser bem avaliado se foi resolvido, mas e se o problema for na ferramenta já aconteceu comigo eu não descartaria saída de gás.
Temperatura da ponteira, está acima do recomendado…pode ser zona mal refrigerada.
Provavelmente está quente demais.
Você pode abaixar este canal de injeção acha a zona que ele está ligando e abaixa.
Temperatura muito alta no controlador e valor muito alto da descompressão. Está dando retorno de material na câmara quente.
Temperatura do controlador e refrigeração do molde.
O controlador de calor está alto é temperatura baixa a temperatura.
Baixar temperatura do controlador.
Reduz a temperatura do controlador. Vai resolver seu problema.
Temperatura do controlador alta, tem que baixar mais.
Solução – autor
– Temperatura alta do controlador, estava mostrando temperatura errada, trocamos o termopar.
Delaminação

Autor – Peça está soltando lasca no momento da extração.
Comentários:
E no canal de injeção isso, está lascando quando extrai?
autor – – Quando abre a máquina.
Já abaixo ou aumentou a velocidade de abertura?
autor – Sim
Pode ser tempo de resfriamento, aumentar um pouco, o molde pode estar quente daí pode lascar, não tem rebarba no canal de injeção, isso pode dar negativo daí machuca a peça.
Não precisa estar no funil, qualquer tipo de resíduo de outra matéria no canhão, com o PP gera esse tipo de lasca no produto.
Material contaminado. Faz lascar as peças ao abrir o molde.
Isso é PP contaminado com PE, não dão liga um com o outro.
Peça quando descasca assim provavelmente é contaminação de material, se estiver usando triturado pode ser que esteja contaminado.
Que tipo de material está sendo usado nesse processo?
autor – PP. Reciclado
Aumenta o tempo de resfriamento.
Esse molde precisa dar uma boa polida, se for material reciclado está precisando retirar a umidade.
Parece que é bem no gate, com o tempo vai gerando uma rebarba onde passa o material e começa a arrastar no produto, dá uma polida na cavidade encima do gate no sentido da extração.
Isso se resolve no perfil da injeção e necessário fazer uma lenta e ir acelerando a injeção em camadas.
Se a resina vier de extrusão isso ocorre até que com bastante frequência, pois muitas vezes na extrusão acontece de estar misturado com alguma coisa, outra resina ou resíduos de sujeira mesmo.
Quanto mais aquecido for o molde, melhor vai trabalhar, se for só água industrial faz o teste fechando metade do registro de água e deixa trabalhando uns 15 minutos.
Também aconteceu comigo ontem, resolvi dessa forma, esse material também é PP, extrusado, resolvi dessa forma, pode dar certo com você também.
Está com delaminação, esse problema é característico de contaminação.
autor – Realmente o problema se encaixa em delaminação.
Parece um caso de Contaminação.
Eu acredito que seja contaminação, está peça depois de fria se forçar um pouco deve rachar.
Parece contaminação da matéria prima, mistura entre PP e PEBD pode ocorrer isso.
Acredito que colocaram mais material reciclado do que virgem, por esse motivo está descascando.
Se é na abertura, tem uma rebarba no ponto de injeção, mas com certeza é material contaminado ou úmido. Dá para ver as rajadas prateadas na peça. Mas se polir bem o ponto de injeção e estufar o material pode ser que consiga aproveitar este PP.
Passa um pouco de desmoldante silisplay, dá um polimento no molde, pode ser que na abertura pode estar forçando e quando puxa faz esses rasgos, dá uma olhada no material pode estar com uma quantidade maior de reciclado.
Ao meu ver pode ser delaminação por temperatura muito alta e falta de polimento do canal de injeção que quando é extraída a peça prende e repuxando, fazendo isso. Extraí devagar e vê onde está prendendo, dá uma verificada.
Se este material for masterizado, pode ser que a contaminação seja pelo tipo de master, não deve ser compatível.
Tive um problema similar a esse com PP para extrusão contaminado com PP e talco para injeção, tem que ver a qualidade do material e do masterbatch.
Usa master a base de PE fecha um pouco a contrapressão.
Delaminação é consequência de material contaminado.
Esse corante castanho não liga nessa matéria prima e faz esse efeito. (existe corantes para PP, para PA, para PC, para ABS) e está a usar um que não liga. Verifique.
No caso aí tem que descontaminar o molde e dar uma limpada com solvente, deixar bem limpo mesmo.
Está acontecendo sempre no mesmo lugar, parece ser o molde.
Ali é o canal, de injeção, pode ser que esteja muito aberto.
Parece contaminação, mas já que é só na mesma cavidade, fecha ela, para um teste, trabalha para observar se vai acontecer o mesmo na outra (s) se resolve sabe que é molde, possivelmente no capilar.
Não existe processo de injeção que possa causar essa deformação a não ser
contaminação da matéria prima.
Peça quebrando – Material PP

Autor – Peça quebrando.
Comentários:
Pode ser PP contaminado
As vezes a temperatura baixa pode ser o problema, já tentou elevar a temperatura?
Autor – Tentei sim e na verdade piorou, no momento estou injetando com 210 ºC.
Abaixe até 200 °C, menos arrefecimento.
Tire segundo a segundo ou faça testes mais abusados de logo 20segundos e noutra só 5 e veja diferenças.
Autor – Obrigado.
PP reciclado, pode abaixar a temperatura 180 ºC, 175 ºC, 170 ºC, 160 ºC tranquilamente vai melhorar muito.
pode melhorar saída de gás ou engrossar o raio das abas que está quebrando, canto vivo tendem a quebrar ainda mais com reciclado.
Autor – Obrigado vou dar uma verificada na saída de gás.
Talvez esse lado é onde está formando a “solda fria” tenta injetar mais rápido e um pouco mais de compactação.
Temperatura elevada, também pode ser a causa, pois faz o material degradar e perder um pouco suas propriedades.
Autor – Obrigado.
Ver a velocidade de injeção diminuir um pouco
Autor – Valeu.
A quebra ocorre em algum ponto específico ou em qualquer área da peça?
Autor – Em um ponto específico somente.
neste caso:
Verifique se tem algum canto vivo no molde e quebre fazendo um raio.
Verifique se há sinais de junção de material / linha de fluxo que possam acarretar a quebra ao esforço mecânico.
Substituir o lote de material reciclado; esse lote pode ter muito PP homopolímero ou estar contaminado.
Tenta injetar com o recalque baixo.
Autor – Sim.
Se tiver material moído, ou se for material recuperado ou extrusado pode ser contaminação, pode ser emenda fria por molde muito gelado.
Passa um desmoldante ou um dedo com óleo na área que gruda antes de injetar e vê se melhora, se melhorar é o molde. Chama o polidor da ferramentaria ou usa um macete com lixa, lixa que resolve.
Falta de saída de gás – Material PP

Autor – Problema com esse gás, matriz não tem saída somente ramificações.
Comentários:
Abre um pouco o molde e injeta com menor velocidade e temperatura possível.
Nem que faça rebarba um pouco, alivia o travamento e tenta diminuir a velocidade da injeção, depois fala para nós se deu certo.
Tenta velocidade baixa e água aquecida.
Verifica a viscosidade do polímero e índice de fluidez.
Diminuiu a descompressão.
Escalona a velocidade de injeção.
Mande facetar estes extratores.
Coloca um sinterizado aonde acumula o gás que resolve o problema.
Pela imagem o molde tem extratores, basta fazer a saída de gás nos 4 pinos, retificando 0,03 mm e no processo aliviar travamento e programar perfil de injeção 3 fases sendo elas lento-rápido-lento.
Acrescentar um pino fixo no cento da peça, onde está acumulando o gás, e retifica a lateral do pino, de no máximo 3 centésimos para fazer um chanfrado e por ele, eliminar o gás.
Coloca um pino cego no centro ou um extrator para ele servir de saída de gás, depois aumenta a temperatura do material mais para aumentar a fluidez do material. Desse lado macho, melhora o acabamento e com uma lixa de ferro nº 100 inverte o sentido das ranhuras, isso vai melhorar o preenchimento e a extração da peça, o que pode dar produtividade.
Autor – Infelizmente não trabalhamos com matrizeiro.
Pela foto o acabamento interno está bem ruim, faz um polimento no sentido do fluxo da massa que o material vai fluir sem problema.
Qual material está injetando?
Autor – Infelizmente só moído, agora me falha a memória.
Assim, fica mais difícil para ajustar o processo. Neste caso a primeira coisa a ser feita (caso não se possa adaptar um escape de gás no molde) seria reduzir a geração de gases através de secagem do material, redução de temperaturas, redução da velocidade do extrusor, aumento da contrapressão de plastificação e na injeção, redução da velocidade de preenchimento ou utilização de um perfil de injeção para o preenchimento.
Caso utilize PP com carga mineral, aumentando a % de carga facilita para reduzir esse tipo de defeito.
Cola umas etiquetas na lateral do molde, faço isso sempre aí melhora.
Coloca um pedaço de fita crepe sempre dá certo.
Coloca um pedaço de fita durex as vezes resolve.
Autor – Vou tentar vai que dar certo.
Improvisação, mas funciona. Umas duas injetadas, depois tem que trocar a fita. Isso sempre dá certo.
Talvez um “poço frio” resolva seu problema.
Autor – Como?
Esse “poço frio” pode remanchar com bronze com micro furos que tem exatamente essa finalidade, não gera rebarbas e flui a saída do gás.
Ressalto no ponto de injeção

Autor – Injetando com molde de injeção valvulado e fica com esse detalhe no ponto de injeção. Já fizemos várias regulagens e fica variando o ponto alto nas cavidades. Alguma sugestão.
Comentários:
Que material está injetando?
Autor – Material PP.
Já tentou a descompressão?
Autor – sim, mas não melhorou.
Pode ser recalque, temperatura do bico.
Autor – Vou tentar isso também, temperatura do bico.
Tenta deixando a contrapressão e tirando a descompressão. Veja a temperatura do bico alta.
Autor – Vou abaixar a temperatura do bico.
Duas coisas devem ser verificadas temperatura dos bicos e tempo de abertura e fechamento dos bicos.
Está com quanto a temperatura do bico?
Autor – 235 ºC.
Qual a ordem em que está o valvulado? Eu trabalho com ele fechado, abre no início da injeção e fecha no final do recalque, também já usei ele aberto, fecha no início do resfriamento com um tempo de duração de 1 segundo, depois ele vai abrir novamente, e pode ser ainda, que haja uma folga entre a agulha e a bucha.
Autor – Sim, estou usando no início da injeção.
Autor – Creio que possa ser folga entre a agulha e a bucha, já tentei todas as possibilidades de injeção e não tive resultado.
Qual a máquina em está injetando? Tenho muito problema aqui com ponto de injeção, geralmente quando está com problema que não consigo usar ele fechado e abrir no início da injeção uso aberto e fecho depois do resfriamento, essa última não é a forma certa, mas é o que resolve aqui. Por que o valvulado vai ficar sempre aberto.
Autor – Material PP e Máquina HAITIAN.
Elétrica?
Defeito elétrico nesta agulha, não está chegando a temperatura programada da resistência, pode estar quebrada também a agulha.
Pode se muita descompressão ou a ponta do torpedo está estourada.
Tenta verificar agulha também, pode ter ocorrido um desgaste ou estar com alguma folga que na hora que volta ela continua um pouco recuada gerando esse ponto mais alto.
Autor – Sim
Um ponto também que pode verificar é se está com vazamento de ar no valvulado, deixa o ar que fica direto no lugar e retira a outra mangueira do molde, e verifica se tem muito ar saindo, se tiver muito ar saindo as vedações devem estar ruins.
A peça como tem muito volume de material está usando muito tempo de recalque, material congela e a agulha quando fecha não tem força para cortar material frio.
Já verificou se a válvula está enroscando, porque se tiver retentores rompidos ela dá essa variação, a válvula está direto na injeção, ou tem um aparelho sequenciador…
Pontos a ter em consideração, o hot Runner é pneumático ou hidráulico?
Se pneumático é necessário perceber se tem pressão de ar suficiente, eu diria que necessita mínimo entre 8-10bar depende do número de agulhas o que poderá exigir 12bars.
Perceber também se está a injetar demasiado material que não haja força suficiente para a agulha cortar o material.
Possibilidade de a agulha não estar na posição correta para corte de material.
Bico aquecido ou bico danificado.
Temperatura da câmera quente do molde alta. Faz uma limpeza na câmara.
Pode ser contaminação como um material mais duro ou material carbonizado e etc. Faça a limpeza para descartar essa possibilidade.
Marcas diversas na peça

Autor: Problema de injeção dessas peças, alguém tem alguma sugestão de ajuste. Material P.P Randon if25.
Comentários:
Pode ser problema de extração.
Parece que o material está entrando lento na peça, ou seja, esfriando antes do necessário.
Está parecendo material está molhado.
Troca esse material, está contaminado.
Se o material não estiver contaminado, parece ser problema do MB! Tem um outro tipo de master batch para fazer um teste com o mesmo material?
Autor – Amanhã vou fazer esse teste eu fiz molde mais agora nesse material deu esses problemas.
Preenche a peça sem pós pressão, talvez precise de mais material na primeira injeção, só depois dá a pós pressão que precise.
Autor – Fiz isso e aumentei a contrapressão.
Parecendo bolha de ar se for o caso diminua a descompressão.
Também pode ser umidade
Autor – Pensei nisso está estufando.
Material contaminado bem perceptível.
Parece material contaminado, mas experimenta estufar o material, vai melhorar.
Este material é reciclado?
Se o material for virgem verifique a temperatura que pode estar degradando o material.
Autor – temperatura de 235 ºC para menos
Olha dependendo do ciclo da máquina, está uma temperatura boa, mas se o ciclo for alto, tipo acima de 40 abaixa e começa com 220 ºC se for ciclo abaixo de 14 a temperatura está ótima para injetar está peça.
Tem certeza que o material não está contaminado.
Autor – Material virgem pigmento.
Autor – Acabei injetar sem pigmento continua a mesma situação.
Conseguiu resolver?
Autor – Não, testei com outro material da Braskem, mesmo resultado. Estou achando que é designer superior da peça.
Confirma se não há contaminação do material, tenta mais contrapressão, para o material derreter bem no canhão, e tenta injetar o mais rápido possível. Isso parece que o material está a secar muito rápido nesses pontos enquanto a máquina ainda está a injetando para encher o resto da peça.
Autor – Estou testando contra pressão, lado com temperatura maior e estufando no funil.
Deixa o canhão com 240 °C (nozzle), 220 °C todo o resto, contra pressão deixa uns 10bar, injeção o mais rápido que consegues, sem pós pressão para não ter flash para todo o lado.
Autor – O que deu melhor resultado foi abaixando a temperatura para 190 ºC.
Marcas de fluxo localizadas

Autor – Mancha localizada na lateral da peça.
Comentários:
Master “perolizado” é complicado, pode ser que mexendo nas velocidades melhore, o ideal seria injetar em material preto e feito a pintura da cor desejada, após o processo.
Esses master dão esse tipo de problema, aumenta a temperatura, coloca contra pressão para homogeneizar o material melhor, vai diminuir, mas não elimina 100%.
Veja a saída de gás…… mexe na velocidade de injeção.
Mais contra pressão e mais velocidade da rosca, vai aumentar tempo de plastificação e melhorar a mistura do material.
Tem que fazer saída de gás no molde e afrouxar um pouco a tonelagem, pode ser que está apertado demais.
Se for gás pode aparecer marca de degradação no final da injeção, se não tiver pode estar resfriando muito rápido, aí dá essas marcas de fluxo de material, se tiver como diminuir a temperatura da refrigeração.
Se fosse apenas saída de gás, pelo tamanho e formato iria estar queimado e incompleto.
Melhorar saída de gás, diminuir força de travamento, escalonamento, velocidade se for material higroscópico, aumentar o tempo de desumidificação.
Qual a matéria prima utilizada?
O defeito aparece somente neste ponto ou em outro local também?
Autor – ppif20. Aparece em outro local também.
Este defeito é causado pela configuração da peça que está provocando marcas de fluxo quando o material passa por um ressalto ou rebaixo.
Tem que injetar lento. Principalmente quando o material passar por esse detalhe da peça, ou seja, usar um perfil de velocidade para preenchimento que termine com a velocidade lenta.
Também é adequado aumentar a temperatura da massa e, se possível, da refrigeração do molde para facilitar o fluxo do material pela cavidade.
Caso fique ocorrendo “listas” escuras nas linhas de fechamento é o Master prata metalizado e às vezes é impossível de eliminar sem fazer escape de massa nesses pontos.
Isso é próprio do pigmento prata metálico.
Está parecendo vazamento de água.
Autor – Não é.
Só vendo os pontos de injeção, pode ser canto vivo, vazão do fluxo de material pelo ponto, eu tentaria ir fechando os pontos e tentar jogar essa marca de fluxo para um outro ponto com menos turbulência e com uma saída de gás mais eficiente.
Em último caso tentar mudar o fluxo de injeção através da configuração de abertura dos bicos, mas é importante que as saídas de gases estejam boas, pois do contrário só vai jogar o problema para outro ponto da peça.
Se for pigmento perolizado, pode tentar melhorar na contrapressão, perfil de injeção, mas eliminar, é impossível, infelizmente.
Pode ser falta de um poço frio, também parece material frio.
Autor – Vem direto da estufa a 90 ºC.
Alguma % de moído?
Autor – Nesse caso não. Mas às vezes usamos moído, sim.
Material na cor ou com master?
Se usar moído é uma hora a mais na estufagem.
Muito pó também causa, também tem que ter a peneira.
Aumentar a temperatura e condicionamento, diminuir a velocidade de injeção.
Esse material perolizado é difícil de trabalhar! Sugestão mexer em velocidade final da programação e colocar água 40 ºC macho e cavidade.
Isso é saída de gás, se tiver tem que aumentar, e se não tiver tem que fazer.
Se for master perolizado ou metalizado sempre irá ficar essa marca de injeção, talvez um poço frio ameniza essa junção.
Verifica as saídas de gases ou a plastificação, aparenta ser homogeneização.
Isso aí pode ser apenas umidade no material.
Normal acontecer quando está trabalhando com material reciclado.
Dependendo da situação pode melhorar com pressão de recalque.
Pode ser velocidade de injeção ou saída de gás.
Pigmento perolizado geralmente causa essa mancha, tenta diminuir a velocidade de injeção, ciclo de velocidade!
Melhor seria pegar a peça e analisar os pontos, o que eu faria seria um possível alívio de massa no ponto onde fecha a injeção no sentido do fluxo de material. Moer e injetar o material 100% moído, se não der mancha é a dispersão do pigmento, aquecer o molde ou desligar a água na parte fixa!
Se a mancha é sempre na mesma posição da peça, não é umidade nem falha do pigmento.
Provavelmente seja material frio sim.
Normalmente acontece quando o bico da injetora não é aquecido.
Experimente trocar o bico por um menor.
Assim terá menos material acumulado no bico entre os ciclos.
Poder ser material não estufado. Pode ser o carregamento da máquina, temperatura baixa no carregamento. Muita velocidade de injeção causa isso também ou até mesmo alta temperatura.
Nessa cor, é típico essas manchas, põe um pouco de contra pressão e baixa o máximo que puder a temperatura.
Também dá uma diminuída na descompressão.
E a descompressão menor possível.
Saída de gás, cola papel do lado que está saindo as manchas.
Esse pigmento absorve umidade, tem que estufar, vai melhorar o seu processo
Pode ser vazamento de água, bico do canhão sujo. Faz uma limpeza no molde e verifica água, tramoia, material úmido, velocidade de injeção e pressão.
Já consegui eliminar somente com poço frio no ponto da mancha e bico da máquina com diâmetro maior.
Pressão demais no molde ou geladeira, tempo de resfriamento demorado.
Caso seja PP sem carga não é problema de umidade, não há necessidade de estufar. Assim o problema deve ser do master metalizado.
Caso seja Composto de PP, há necessidade de estufar, mas o problema não iria aparecer sempre no mesmo ponto.
Caso esteja usando a injeção escalada, diminuir a velocidade da primeira para 10% com uma posição de 15% a 20 % do volume total e mesma pressão, e as próximas velocidades manter como costuma injetar, tenho este problema e resolvo desta forma, usando PC.
Mancha de fluxo, controla a velocidade de injeção.
Também pode aumentar contrapressão no carregamento do material e assim misturar melhor o pigmento com o material. Aparece na foto uma mancha minúscula que parece ser grão de pigmento mal diluído.
Isso é afloramento da fibra, pode ser eliminado com maior tempo de estufagem.
Ponto de resfriamento antes do final do preenchimento.
Parece ser material contaminado ou está carregando muito rápido, talvez diminuir a velocidade de carregamento possa melhorar.
Faça saída de gás com bolsa.
Alumínio e perolados sempre vão dar esse problema.
Mancha de master – Material PP

Autor – Mancha provavelmente de master. Material PPI
Comentários:
Problema com o master, regulagem de temperatura é só seguir as especificações do fornecedor para uma melhor homogeneização.
Master perolado tem uma complexidade maior para o processo.
Sugiro seguir as especificações do fornecedor.
Alguns parâmetros que possa te ajudar: aumentar pressão de contra pressão; diminuir velocidade de rotação da rosca; aumentar temperatura de processamento; aumentar volume de dosagem (colchão maior ajuda a homogeneizar melhor).
Pelo jeito é saída de ar, mas pode ser do master também.
Pode verificar que é no ponto de emenda a marca…
Limpa as saídas de gás e experimenta aliviar um pouco o travamento de fechamento da máquina.
Master prata assim da muita mancha, assim como o dourado, tenta dar um pouco mais de contrapressão.
Se estiver usando master vai ser um pouco difícil, vai ser vários fatores como contra pressão e velocidade de injeção.
Esse tipo de Master é um pouco chato, tenta usar um pouco mais de contrapressão.
Diminuir velocidade de injeção para dar tempo de o gás expelir, aumento da contrapressão ajuda a homogeneizar, além de melhorar a saída de gás! Entre outros fatores!
Tenta aumentar a temperatura para derreter um pouco mais o material master.
Trabalhei com esta peça, sempre foi um problema, essa mancha, 100% ela não sai, ciclo semiautomático, quanto mais rápido for o ciclo sem deixar a máquina parada é melhor.
Pressão e velocidade: pressão alta e baixa velocidade com tempo de injeção alto. Precisa injetar lentamente para dar tempo de o gás sair.
Está mal plastificada a peça.
Aumenta um pouco a contra pressão.
Metalizado, normalmente fica assim, pode até melhorar um pouco com as informações passadas, porém sanar 100% muito difícil.
Pigmento metalizado ou perolado é difícil tirar essa mancha, com algumas ações que provavelmente já mencionaram talvez consiga diminuir, mas eliminar acho difícil.
Verifique as saídas de gás, velocidade de injeção (diminuir)e temperatura).
Se for problema de homogeneização tente colocar reciclado, adicionar material com maior fluidez se não der certo, crie um perfil de injeção e iniciar com a velocidade lenta, depois libera tudo.
É preciso fazer um estudo de moldflow para simular o fluxo e empurrar a mancha para uma região escondida. O estudo também orienta aonde ficarão os canais para melhor homogeneização.
Comprar material já pigmentado também ajuda.
Qualquer resina usando master vai ter esse problema, são características do pigmento, os processos acima podem ajudar eliminar jamais.
Esse é típico de emenda fria, aumentar a temperatura e velocidade de injeção, verificar as saídas de gases.
Infelizmente Master metalizados apresentam esse problema.
Eu estou usando um dessecante para PP e PVC não sei se vai servir para PPI acredito que sim.
Procure fazer o teste com o material já na cor. Injetamos peças com pigmentos metalizados e sempre houve sinais como este.
Aumenta a pressão e diminui a velocidade e vai ajustando, pode ser pigmento também.
Fazer uma saída de gás bem aonde está a mancha ajuda ou uma bolsa para a mancha sair, e se diminuir o corante diminui também a mancha.
Pigmento metalizado ou perolado, muito complicado.
Fora de tonalidade e peso acima do padrão, mesmo falhando – Material PP
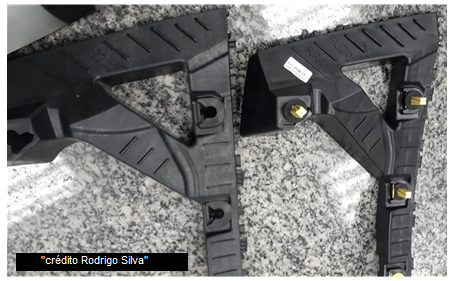
Autor – Peça fora de tonalidade e peso acima do padrão, mesmo falhando. Material PP com fibra.
Comentários:
Se não mudou o material do projeto, não tem porque mudar o peso. Outro ponto, é se a porcentagem de fibra no material também não mudou, o peso também não deveria mudar.
Autor – Também, acho que o material veio com muita fibra.
Pelo que mencionou, certamente é outro material, e pode ser “esperteza” do fornecedor… mais barato. Se não tiver influência na aplicação técnica da peça, sem problemas.
Peso altera por recalque muito alto; muito carga na dosagem, temperatura.
Isso é fato se não mudou a receita do material e a peça é a mesma não pode aumentar o peso… Mais a questão da tonalidade ou estria na peça, pode ser umidade no material.
Acredito que pode ser regulagem de processo ou seja (muita pressão de recalque) ou também pode ser carga da matéria prima.
Está desumidificando?
Autor – Sim
Para ajustar a tonalidade, aumentar a contrapressão, e o peso a peça pode estar recalcando muito.
Qual material?
Autor – PP com fibra.
O que tem mais brilho também é PP com fibra?
Contra pressão, recalque excessivo e falta de carga.
Os problemas que está relatando são de homogeneidade, as temperaturas estão em conformidade com a ficha técnica do material? Se sim, tente colocar as temperaturas da zona de alimentação (próximo ao funil) mais baixas para que o material tenha mais cisalhamento, reduzir a rotação do parafuso, aumentar o recalque em pressão e tempo reduzindo ao máximo o colchão.
Veja se a proporção de fibra neste seu material está corretamente com o especificado.
Isso pode acontecer sim, porém é raro, a falta de velocidade em preencher o produto principalmente.
Verifica a porcentagem misturado e pressão de recalque.
Tenta com contra pressão.
Isso é material com muito carbonato.
Carbonato é um pó de pedra que colocam no material por isso altera a cor e o peso.
Recalque e o fornecedor usou termofixo para baratear o material, faça devolução ou mande acertar a cor e tirar o termofixo da mistura.
Material reciclado tem disso mesmo.
Dependendo passar desmoldante na peça ajuda.
PP com fibra vai marcar a peça. PP com fibra ruim (pó), vai ficar lindo. PP com fibra busca resistência e não beleza. Infelizmente no Brasil temos esse conceito. Quanto mais preservada e longa a fibra, mais irá ficar prejudicado o acabamento, porém melhor resistência. Existem fatos que melhoram a aparência, mais master, negro de fumo ou negrosina no caso do preto, mas é uma alternativa para melhorar e não para resolver.
Falta fluidez ao material.
Aumente a temperatura, o material não está fluindo o suficiente para preencher a cavidade, e está sendo recalcado de tal forma que ultrapassa o peso padrão.
Aparentemente, a peça da esquerda tem um % maior de fibra em relação a de cima. Por isso o maior peso. E essa aparência.
Me parece que é pp com talco.
Variação na composição.
Como o material tem uma carga de fibra (acho que vidro, não especificado na nota). O peso pode faltar mesmo com o peso da amostra, isso depende do peso específico do material, que varia muito com materiais com fibras minerais, isso pode depender da % de fibras. Provavelmente no seu caso também haja uma mudança de tom, muito provavelmente a % de carga das fibras é maior do que o esperado, isso faz com que para o mesmo peso o volume seja menor. Para verificar fazer as cinzas do material usado atualmente.
Pode conferir com seu técnico se está com um fuso (rosca) adequada para material com carga de fibra.
Pode ser afloramento da fibra para a superfície da peça.
A velocidade de injeção baixa causa afloramento.
Tenta trabalhar com a velocidade mais alta.
Material injetado com muita ou pouca fibra e falta de pigmento para ficar com a cor do padrão.
Excesso de carga no lote aumentou o peso e clareou a peça.
Faz um ensaio de teor de cinzas para ver o percentual
Autor – Foi isso mesmo que aconteceu.
Terá de diluir misturando com material sem carga.
A desumidificação tem de ser a 100 °C por no mínimo de 2 horas.
Efeito diesel – falta de saída de gás.

Autor – Estou com problema em uma peça que está queimando.
Comentários:
Matéria prima é PP?
Saída de gás: tira travamento, coloca um papel ou abaixa a velocidade de injeção.
Falta de saída de gás, pede para fazer entre os canais de injeção que resolve,
Limpa o molde … diminui velocidade … e se não resolver manda fazer a saída de gás…
Observação, fazer uma limpeza na saída de gás, abrir molde, ver se está certo as águas do molde, em regulagem diminuir tempo de injeção ou velocidade de injeção, fazer teste abaixando, ver recalque e ver temperatura.
Tenta injetar no final de injeção com pouca pressão, velocidade para finalizar a peça no tempo certo senão fica recalcando demais.
Tira um pouco a força de travamento do molde.
Coloca extrator onde está queimando.
Pelo tanto que está queimando eu acredito que só fazendo saída de gás ou aumentando a existente.
No processo talvez seja difícil conseguir acertar, pois a queima é muito grande.
Tira um pouco da velocidade.
Verifica a circulação de água no molde.
Isso é gás preso. Verifica as saídas de gás. Também pode aliviar um pouco o travamento. Diminui a velocidade de injeção, injeta devagar também vai ajudar.
Velocidade de injeção aumenta no ponto e alivia um pouco o travamento do molde.
Nada que uma saída de 0,02 mm não resolva.
Só colar uma etiqueta na saída de gás, e fica zero bala.
Saída de gás e diminuir a velocidade de injeção.
Injeção muito rápida. Diminua a velocidade de injeção e aumenta um pouco o recalque.
Se tiver muito viscoso o material, não está dando tempo de o gás sair e acaba acontecendo isso, vai tirando um pouco o travamento, limpa o molde, depois abaixa a pressão de injeção.
Faz saída de gás.
Qual matéria prima está utilizando no processo?
Usa velocidade de injeção bem baixa.
Típico de acúmulo de gás, faça uma boa limpeza no molde com atenção nesse ponto. Para ver se é realmente a saída de gás, cole um pedaço de fita crepe criando assim uma saída maior, se resolver aí então faça saídas maiores. Pode tentar ajustar o processo diminuindo a velocidade de injeção e aumentando a temperatura do substrato.
Defeito no molde. Aumente a fluidez e controle melhor a temperatura.
Redução na vazão de injeção e uma saída de gás vai sanar o seu problema.
Verificar a temperatura do material, essa peça é pequena o tempo de residência no cilindro pode estar alto.
Verificar a descompressão se tiver alta pode gerar gás, verificar a contrapressão assim compacta mais a massa e diminui a formação de gás no cilindro.
Verificar a saída de gás do molde velocidade de injeção e tonelagem compatível com o molde.
Saída de gás, tenta abaixar a velocidade de injeção, se falhar aumenta o tempo de plastificação e vai aumentando a pressão aos poucos.
Pode ser saída de gás obstruída, fazer limpeza pode ajudar, aliviar a força de fechamento, pressão de injeção pode ajudar.
O nome disso é Efeito Diesel, devido a ficar preto. Isso é por causa do gás que não está saindo. Em relação ao processo poderia injetar mais lento apenas no final do preenchimento, mas a ação no molde (saída de gás) seria o melhor caminho.
Criar saída de gás no ponto que está queimando, injetar mais lento no final, abrir mais o fechamento do molde.
Verificar a saída de gás.
Tampa ficando presa no extrator e amassando

Autor – peças ficando presas e amassando.
Comentários:
Verifica a refrigeração do molde.
Autor – Já verifiquei.
Verifique se tem retenção nos pinos.
Autor – Não, é extração por placa.

Resfriamento ou espirra silicone
Autor – Já coloquei e aumente o tempo de resfriamento e nada. Quando está muito refrigerado é que fica mais preso.
Então deixa a peça sair mais quente.
Pede para fazer polimento
Regulagem de extração, tempo de resfriamento e um possível aumento de carga
Autor – Lembrando que o material é PP.
Caso a peça esteja saindo já fria, reduzir configuração de recalque.
Molde contém mola na placa extratora, se tiver pode adicionar mais ciclos de extração para fazer a peça cair.
Autor – Só que na primeira extração já amassa a tampa.
Trabalha com água em temperatura normal ou é geladeira?
Aumentar resfriamento ajuda, e jogar desmoldante.
O problema está no molde.
Polir os machos, pois estão travando as peças.
E se for PP, usa homo polímero.
Velocidade inicial de extração mais baixa para vencer o vácuo.
Autor – Normal na placa fixa e gelada na placa móvel.
Só ela que amassa?
Autor – Todas as 24 cavidades.
Se tiver como por extração no centro ajuda, porque está tendo vácuo por falta de inclinação de saída.
Autor – Ele usa extração só no centro.
Coloca a extração para vibrar aumentando etapas.
Autor – Na primeira já amassa a tampa.
Na segunda …repetindo e vibrando no final
Pode ser material, refrigeração muito baixo, tentar deixar a água mais quente, tentar colocar um aditivo, desmoldante incorporado no material.
Não tem ar para extrair, aí fica difícil.
Tira um pouco do recalque, ou a quantidade de carga.
Já tentou diminuir o recalque?
Autor – Já tire todinho e nada.
Molde tem mola de retorno? Só colocar que quando extrator voltar ela vai.
Se for pp, água industrial e tempo baixo
Verificar polimento do macho, se estiver espelhado, quebrar o espelhamento na lixa, no sentido da extração.
Provavelmente o molde não tem válvula pneumática.
Se for possível para ajudar, fazer saída de gás para diminuir o vácuo criado no produto.
Precisa polir o macho. Melhora o polimento e dá um grau de saída.
Pode ser a temperatura do material, aumentar uns 10 ºC, na mudança de fornecedores cada material tem configurações diferentes no painel.
Verifica o ângulo de saída do macho e também polimento, pois da maneira que ficou na foto, parece estar prendendo no macho.
Usar o mínimo de material possível, extrair devagar.
Se não funcionar tem negativo no macho.
Aumenta os golpes no extrator.
Resfriamento ou talvez está recalcando demais.
Muita pressão, quanto mais pressão mais ela adere no molde.
Essa ferramenta funciona com a extração com molas de retorno, veja se as molas estão cansadas.
Autor – É a segunda produção desse molde, chegou agora a pouco.
A peça fica presa no lado da extração ou no lado das cavidades?
Se for no lado da extração coloque menos refrigeração para esquentar um pouquinho mais e vai regulando a vazão d’água.
Caso esteja enroscando no extrator talvez ele esteja um pouco maior e por tanto o plástico envolve esta ponta e ela se prende ao extrator
Porém se for no lado da cavidade provavelmente pode ser acabamento dessa cavidade, ela pode estar sofrendo mais pressão que as outras, pode ser o bico aquecido (caso tenha).
Se for no extrator começa tentando usar uma repetição já que o molde é novo.
Use desmoldante. Tenta uma extração bem lenta.
Diminui o tempo de resfriamento ou trabalhe com a refrigeração com o óleo da máquina.
Verificar posição dos pinos extratores, os mesmos devem estar rente ao molde nem avançados nem recuados.
Provavelmente está com algum negativo na parte móvel da extração.
Melhora a saída de gás e faz polimento a favor da extração.
Nas primeiras, aplique desmoldante e verifique o tempo de resfriamento, pode estar pouco, aumenta dois segundo para teste.
Estava normal antes? Se sim, pode ter alguma retenção no macho, avança a extração no máximo e verifica, se houver tem que polir, sempre no sentido da extração. Também pode verificar o retorno do extrator se está indo até o final.
Autor – Na segunda feira trabalhou normal, desde ontem que ficou assim.
Já trabalhei com tampa assim e era exatamente isso. Polimento resolveu.
Qual tipo de material está usando para injetar essa tampa?
Dá uma olhada na torre de água do molde. Pode estar fechado.
Dá um polimento no sentido da extração, sempre dá certo.
E extração forçada, por placa. Núcleo rotativo, com pino extrator central?
Deve estar compactando muito tira um pouco de massa.
As vezes pode ser sujeira nas mangueiras de refrigeração do molde, para fazer uma inspeção e solucionar o problema use suas ferramentas 5s ou TPM, assim fica sem dúvidas.
Aumente o tempo de resfriamento em 15 segundos, se der resultado, vai reduzindo de 2 em 2 segundos.
Tem que colocar água gelada na placa extratora e deixar os machos com água industrial…
Verifica a refrigeração do molde, após isso vê se a peça não está preenchendo sem recalque, pois está errado, as peças não podem preencher sem recalque, depois disso veja o tempo de recalque e pressão, aumenta o tempo de resfriamento, põe no final a extração lenta.
Dá uma olhada no extrator, pode estar avançado levemente e ainda não percebeu ou é falta de polimento, ou o molde não teve tratamento de dureza e teve um desgaste
Você já viu as medidas desse macho, se tem grau de saída suficiente?
Talvez esteja muito paralelo e dá esse vácuo mesmo.
Injeta rápido e por posição, tira todo o recalque acha o ponto de comutação e vai colocando o recalque aos poucos já injetei uma tampa parecida como essa de amaciante, deu esse mesmo problema fiz isso e deu certo.
Dá uma espirrada de silicone e diminui o recalque, se não funcionar é refrigeração.
Diminuir o tempo de injeção ajuda e polimento no macho.
Pode ser que o pino de extração não esteja recuando ou o pino de extração está com folga e dando rebarba.
Coloca dupla extração, uma mais fraca só para soltar e uma mais forte para derrubar, verifica também se os pinos do extrator estão rente a face, se estiver para dentro ou para fora vai segurar.
Diminui o tempo de resfriamento ou recalque.
Autor – Já fiz e nada.
Coloca duas batidas no extrator uma fraca e a outra vai cair, usa silicone para facilitar também a queda, só um pouco.
Aumente um pouco a pressão de extração.
Diminui a temperatura do fundido e a massa da injeção. Tá compactando demais nas cavidades.
Dá um talento no extrator e diminui o recalque, aumenta um pouco a extração.
Esta peça tem que ter o destaque dos machos antes da extração.
Marcas de pino

Autor – Injetando ABS e com problema de marcação de pinos, molde com gavetas.
Comentários do grupo:
Coloca água quente ou pode ser excesso de material, muita compactação recalque.
Veja se não está recalcando muito
Em primeiro lugar, seu material já vem pronto ou é feito a mistura com pigmento. Está mal misturado. Água quente também seria bom para dar mais brilho na peça ou tenta aumentar mais a contrapressão dá rosca.
Essa marca não é da extração? Se for, diminuir a velocidade da extração ou diminuir o recalque e tempo de resfriamento.
Autor – Gente, estou com o mesmo problema no preto.
Zere o recalque, preencha a peça aos poucos, encontre um ponto de comutação ideal que a peça fique com rechupe, entre com tempo de recalque e vá aumentando conforme a necessidade.
Passe um desmoldante
Use velocidade de extração quase parando.
Aconselho colocar válvula pneumática neste molde, tive o mesmo problema com molde similar, assim que colocamos foi solucionado.
Marca de extração, se for realmente isso, pode ser várias coisas, o ideal é injetar por posição de computação o recalque, injeta 98 % da peça com a pressão de injeção, dependendo da espessura da peça injeta até ficar chupada, aí aumenta a pressão de recalque até completar, se completar e marcar é defeito de molde, verificar o balanceamento quando tiver começando, se a peça que tiver completando primeiro é a que marca é problema de desbalanceamento.
Verifique ângulo de saída do molde, polimento, velocidade de extração, recalque alto, temperatura do molde.
Muita retenção para puxar a peça ou muita pressão de recalque.
Manchas de queima – Material PP

Autor – Se programo descompressão 0.2 começa a queimar material da forma. Material PP – Injetora Haitan – Já limpamos a rosca – Não tem câmera quente.
Comentários do grupo:
Material recuperado?
Sem ver de perto é difícil, mas parece contaminação do material.
Isso é queima de material.
Tem que trabalhar com a pressão de fechamento menor e usar um pouco de contrapressão, muita pressão de fechamento dá queima e trabalhar com temperatura a 220 ºC ou menos se possível.
Tem muito fator, mas tenta injetar um pouco lento no começo e deixa zerado a descompressão.
Difícil opinar sem estar presente, mas tenta injetar mais lento, e verifica se o material não está contaminado.
A vazão pode estar alta ou pouca saída de gases no molde.
Usa um retardo de dosagem.
Escape de gás, limpar a superfície do molde.
Se tem saída de gases no molde e está manchando assim, pode ser a velocidade de injeção muita alta, pode ser muita descompressão, pode ser muito tempo de resfriamento ou as temperaturas muito altas.
Verifique a temperatura em relação ao tempo de injeção, pois aparentemente é material que está queimando dentro da camisa de injeção.
Deixa o mínimo possível de descompressão.
Vários fatores, mesmo limpando a rosca a mesma pode continuar com resíduos de materiais anteriores por desgaste na rosca, na válvula. Eleve a temperatura a 245 ºC e limpe a rosca novamente, depois deixe o canhão desligado e regule a temperatura para 210 ºC e volte a injetar, as manchas deverão sumir em umas 10 peças.
Saída de gás obstruída causa essa queima.
Abaixa velocidade injeção vai parar.
Primeiro retire a descompressão, caso continuar verifique a saída de gás e a velocidade de injeção…isto se o material não estiver contaminado e o canhão é a rosca limpo…uma dica para ver se é saída de gás é aliviar a pressão de fechamento até sair rebarba.
Parece que o molde só tem uma saída de gás, aí todo volume sai somente por esse ponto, tenta diminuir a velocidade da injeção para que o gás possa sair de uma forma constante.
Isso pode ser gás. Saída de gás, tira um pouco de fechamento para ver isso.
Ponto de injeção restrito.
1. Qual material estava injetando antes do PP?
2. À primeira vista, pode estar ocorrendo contaminação por cores; neste caso efetuar melhor limpeza do conjunto de injeção.
É comum este tipo de manchas quando se injeta material claro após a injeção de um material com carga mineral.
3. Caso tenha injetado um material de cor clara antes do PP pode estar ocorrendo de a rosca estar “patinando” na dosagem e carregando muito ar.
Neste caso, aumentar a contrapressão e aumentar um pouco a rotação da rosca para não interferir no ciclo; reduzir curso de descompressão ao mínimo.
4. Para evitar o efeito “diesel” reduza a velocidade de preenchimento trabalhando com temperaturas de massa mais alta e, se a injetora tiver recurso, usar perfil de injeção “lento – médio / rápido – lento”.
5. Verificar se não está ficando o capilar no molde; neste caso ocorrerá uma injeção com material frio no ponto de entrada e poderá ocorrer esse tipo de problema.
Saída de gás, tira um pouco de fechamento para ver isso.
Material está a degradar ao injetar. Velocidade baixa, pouca contrapressão e descompressão a zero.
Parece rosca ainda suja ou contaminação do material… Não parece ser que o material está queimando.
Aí é velocidade de injeção, diminui a velocidade de injeção e aumenta a pressão de injeção e aumenta o recalque se não resolver vê no molde a saída de gás
Comece pela saída de gás, e verifique pressão de fechamento.
Existe grande chances de ser contaminação do Master.
Pode ser alta velocidade de injeção. Diminuir a velocidade de injeção.
Não é câmara quente, mas é bico quente…. verificar primeiramente a resistência do bico para ver se está tudo em ordem.
É muito difícil o PP queimar devido a descompressão, nessas máquinas a rosca fica resíduos de matérias anteriores, mas já trocou o bico, nessas máquinas existe sempre uma folga entre o bico e o porta bico, tira o bico faz uma limpeza no porta bico.
Tente baixar a temperatura e faça sobrar um 10mm de colchão.
Diminui pressão e velocidade de dosagem.
Seu molde pelo que vi tem câmara quente. Veja a temperatura que está usando tente deixar mais baixo. Material pode estar degradando dentro da bucha por conta da temperatura e tempo do ciclo. Já tive problema parecido com balde.
Diminuir a temperatura pode resolver, o PP trabalha em de 230 ºC / 240 ºC, mas essas temperaturas geram muitos gases no PP. Diminuir pode ser a solução.
Provavelmente ainda têm excesso de material no canhão.
Material contaminado. Diminui aquecimento do molde.
É provável que seja a saída de gás, se não tiver a saída, tens que fazer porque muitas vezes faz com que fique assim.
Lembrando que a alta temperatura pode ocasionar isso também.
Tenta descompressão antes da dosagem …
Faça a descompressão com velocidade baixa possível.
Tenta diminuir velocidade se dosagem e contra pressão.
Não tirou a umidade do material.
Moléculas do polímero degradam facilmente, verifique as temperaturas se o material for reciclado (moído).
Repuchado em detalhe – Material PP

Autor – Após troca de máquina para injetar com mesmo molde, a peça está saindo com repuchado em detalhe.
Comentários do grupo:
Verificar a água, recalque, excesso de pressão, tempo de mais tempo de menos.
Deve ter algum canto vivo no molde, ao trocar de máquina pode ser alinhamento da máquina, folga na articulação entre outros problemas.
São todas as cavidades Gabriel Rodrigues ou só algumas?
Autor – Todas.
São várias as possibilidades, só de trocar de máquina sabemos que da diferença. Pode ser velocidade na abertura, pode estar abrindo muito rápido, pode ser posição de abertura, pode ser muita pressão de recalque.
Resfriamento do molde pode resolver dependendo do material.
Provavelmente quanto foi trocado de máquina com a característica de outra como:
Diâmetro do furo do bico + cilindro com tamanho diferente, talvez calibração das temperaturas, contribuíram para um preenchimento mais preciso sem empacotamento excessivo. Evitando aderência na gaveta.
Essa bolinha ela movimenta ou é fixa?
Autor – É fixa.
Resfriamento, recalque e primeira abertura lenta.
Mudaram o grade da resina?
Parece que está compactando demais, tem até um pouco de rebarba, tenta tirar um pouco o recalque, aumenta a posição de passagem e tira ela falhando para ver se resolve, se ela falhado resolver já sabe que o problema é muito material.
Se tiver com recalque zerar e injetar para ver se está falhando, se estiver vai dando mais carga até completar, aí depois dar um pouco de recalque e 2 segundos de tempo para tirar os rechupe da peça.
Deve ser muito recalque, diminuir um pouco.
É nylon?
Tira a injeção até falhar um pouco no lado oposto ao ponto de injeção e vê se está marcando.
Faz polimento no molde.
Pode ser tempo de resfriamento também.
Esse material é PP aumenta um pouco do resfriamento, se não conseguir precisa polir.
Troca o bico, coloca um com o furo menor ou se você usar câmara quente, diminuir velocidade de abertura nos seus 30 milímetros iniciais, verifique a refrigeração, aumente o tempo de refrigeração em 5 segundos a mais do que está programado, verifique a temperatura do canhão, se não está acima do recomendado. Após acertar, regular o tempo de ciclo novamente, no que for adequado.
Antecipar a passagem para o recalque, reduzir tempo e pressão do mesmo, usar água gelada na matriz, iniciar a abertura lenta.
Provavelmente a velocidade de abertura da máquina muito rápida, tentar baixar um pouco. Vai impactar na produtividade, porém ganhará na qualidade do produto.
Tirar o recalque, deixar falhando se continuar fazer um polimento na ferramenta.
Abaixa a temperatura do material 2 a 3 ºC em todas as zonas do cilindro, diminui a contra pressão e reduz a velocidade de descompressão e reduza tempo e pressão de recalque, reduza a 1° velocidade de abertura com curso de 5 a 10mm.
Dá uma olhada também na refrigeração do molde e tempo de resfriamento.
Manda uma foto do molde na região onde está deformado a peça.
Diminui a velocidade de injeção e aumenta o tempo.
Se foi no trocar de máquina, então não é molde. Se der um pouco mais de tempo de resfriamento acredito que resolva esse problema. Velocidade de abertura do molde ou velocidade de extração dependendo do tipo de molde
Tem gavetas?
Suponho que esse alojamento aí seja formado por uma esfera com mola (teria que ver o molde para entender melhor), se for esse o caso a mola está travando e a saída está forçada. Pode seguir a orientação dos demais e diminuir a velocidade inicial de abertura.
Vários fatores, precisa ver o molde se está bem polido, se não tem garra, outro seria as regulagens abertura, recalque, etc…
Não seria tempo de abertura do molde, aumenta um pouco.
Coloca para abrir lento até aliviar fim do curso da mola, provavelmente vai resolver, senão é alguma sujeira de plástico dentro do alojamento que confecciona o orifício de encaixe da tampa. Aqui temos dois moldes dessa tampa um com mola e outro sem.
Resolveu?
Pode ser na velocidade de abertura do molde que está abrindo muito rápido.
Caso o bico do canhão da máquina esteja trabalhando encostado, tenta ligar para ele recuar.
Problema estético por má homogeneização – Material PP
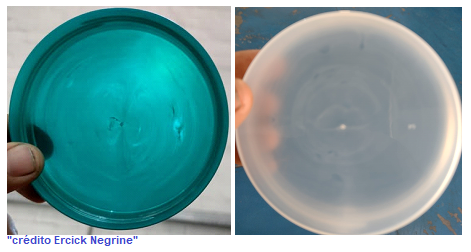
Autor: Problema estético na tampa, parece que o material não está com boa homogeneização, deixando a peça fora do padrão de qualidade. Material PP h103.
Comentários do grupo:
Tem que aumentar a rotação da rosca para homogeneizar melhor, aumenta um pouco a contrapressão e veja a temperatura.
Aumenta temperatura e contrapressão.
Com estas dicas se não resolver pode ser contaminação com outro tipo de material, veja com o fornecedor. Qualidade do master, percentual do master. .
Contrapressão aumentar.
Aumentar temperatura do cilindro e contrapressão + 5%, se não resolver tenta trocar a resina, colocar o PP FT120, para esse ø de tampa essa resina é a mais indicada.
Contaminação no material.
Aumenta a temperatura do canhão.
Diminui a contra pressão e aumenta o tempo de dosagem.
Já tentou aumentar a contrapressão e abaixar a velocidade de dosagem e se usa uma carga 250 mm, aumenta ela pra 500 e um colchão alto, que de para ajudar com nesse problema de homogeneização.
Temperatura e contrapressão é só aumentar um pouco.
Diminuir velocidade de rotação da rosca, aumentar temperatura do canhão.
Homo media 220 °C.
Isso aí é contaminação porque são em pontos diferentes.
Se quiser uma solução fora de aumentar contrapressão utilize um bico homogeneizador.
Aumentar temperatura e contra pressão e um pouco o curso da dosagem e também existem flanges para colocar no canhão que ajudam muito na homogeneização.
O material não está homogeneizando direito, para isso tem que alimentar a contra pressão e baixar a velocidade da rosca, porque o master pode ter uma dureza maior que o material de trabalho, talvez precisa aumentar um pouco as temperaturas do processo.
Isso é contaminação no PP. Pela foto parece que estava na cor branca anteriormente. Se for bico quente é só aumentar a temperatura e esperar um pouco depois baixar para temperatura correta.
Tente aumentar as temperaturas do cilindro de aquecimento +- 10 a 20C.
Melhorar a plastificação aumentando a contrapressão.
Checar rotação da rosca e por vai tentando.
Aumenta a temperatura, a contrapressão de dosagem e faz o escalonamento da velocidade da injeção da menor para mais, vai te dar um ganho considerável no fim do processo.
Seu máster e mais duro que o pp h 103 aumenta.
A temperatura de acordo com o processo.
Se o MFI (índice de fluidez) do Master for menor que a o da resina, não vai abrir tão fácil e possivelmente mudar radicalmente parâmetros e degradar a resina. Converse com o fornecedor, se tiver incompatibilidade de fluidez, ele corrige rápido.
Com certeza tem PP Randon misturado com pp homo isso faz não homogeneizar devido a fluidez de cada um.
Abaixa a velocidade da dosagem e aumenta um pouco a temperatura.
Qual a capacidade de plastificação em kg/h do canhão? Você pode ter estourado a capacidade de derreter o material do canhão logo, está injetando o grão em estado sólido… são grãos não plastificados nesta peça.
Temperatura e contra pressão.
Aumenta um pouco a temperatura e a contrapressão.
O problema é contaminação. Dois materiais diferentes, um funde outro nem tanto. Troque o material e o problema estará resolvido. Isso acontece porque as recicladoras não usam telas apropriadas.
Autor – A matéria prima e virgem PP h103.
Material virgem não significa que ele não esteja contaminado.
Eu sugiro contatar o vendedor de resina. O H103 é um material de fluidez alta, não justifica dificuldade em homogeneizar.
Autor – Essa máquina e molde são novos, três meses de uso só .Já produziu com outro molde, mas a mesma matéria prima, não temos outro tipo de matéria prima na empresa.
H103 é top o problema é outro com certeza material moído contaminado.
Está usando master errado, é muito comum, todo mundo faz isso.
Pode ser um master com base em polietileno e não dispersar em PP com fluidez alta. Porém parece pontos brancos também na peça sem master.
Seu material está com umidade, colocar em estufa por meia hora.
Peça partindo, após injeção – Material PP

Autor: Injetando PP Homo Virgem e peça está partindo fora da máquina.
Comentários do grupo:
Verifica a velocidade de injeção ou temperatura, material está degradando.
Autor – Sem carga não quebra, coloquei a carga começa a quebrar somente em um ponto.
O PP homopolímero é mais quebradiço quando comparado aos PE e PP copolímero e geralmente não é utilizado em peças que requerem resistência mecânica notadamente impacto.
Verificar:
1. Se há presença de canto vivo na área de quebra.
2. Procurar injetar com a menor temperatura possível, desde que não prejudique o equipamento, a fim de evitar degradação.
3. Verificar se não há linhas de junção ou de fluxo da área de quebra.
4. Verificar se o material de tingimento utilizado é compatível com o PP; injetar umas peças sem pigmento para verificar pontos de stress e resistência do produto.
5. Verificar a refrigeração do molde.
Autor – Está formando 2 linhas de junção nela está quebrando, injetamos sem tingimento e deu certo não quebrou e fixou flexível, o tingimento é para PP.
Existem alguns pigmentos que deixam o PP mais frágil, caso tenha que utilizar procure reduzir a concentração ou alterar a base do pigmento (veículo) contactando seu fornecedor.
O PP homopolímero possui uma certa rigidez à temperatura ambiente e tende a quebrar caso seja dobrado por exemplo.
Autor – Vou fazer um teste abaixar a temperatura, a carga estava com 2% e alterei para 1,5 e continua a quebra somente em algum ponto o restante está flexível.
Se puder usar o PP copolímero seria melhor.
Injeta com PP copolímero da Braskem CP 141 tem mais fluidez e acaba seu problema.
PP homo é rígido, tem que ser Copo que é mais flexível.
Verificar se há presença de água na cavidade.
Atualizado em 16/01/25
Esperamos ter colaborado com os profissionais!
Fonte: Grupos Técnico em Plásticos e Injeção Plástica do Facebook
Apenas resumo: Moldes Injeção Plásticos
Acesse: isso também irá facilitar o trabalho do profissional:
TABELAS COM VALORES PARA APLICAÇÕES DE TERMOPLÁSTICOS
INDICAÇÕES PARA O PROCESSAMENTO DE DIFERENTES MATERIAIS PLÁSTICOS – 01
INDICAÇÕES PARA O PROCESSAMENTO DE DIFERENTES MATERIAIS PLÁSTICOS – 02