

Convidamos os amigos e profissionais a colaborar com nosso trabalho e para isso pedimos que conheçam os Estudos que seguem, pois são apenas eles que mantém o site ativo. Sem o apoio necessário podemos encerrar as atividades, sem mais. Obrigado
Estudo livre e básico sobre molde de injeção de plásticos

A maioria dos tampões, tem como função tampar o início das furações necessárias à construção do circuito de refrigeração, limitando o percurso e eliminando possível vazamento do fluido refrigerante. O tipo de rosca dos tampões (métrica ou gás) é escolhido em função de padrão e normas pretendidas pelo cliente.
O tampão de cobre tem como função criar obstáculos de modo a obrigar que a circulação da refrigeração ocorra do modo pretendido. A dimensão do tampão depende das dimensões dos circuitos de refrigeração. Para facilitar a sua montagem deve ser aquecido até o ponto de vermelho e resfriado em óleo, para perder totalmente a dureza e facilitar sua moldagem no local pretendido por meio de pressão.
Estudo livre e básico sobre molde de injeção de plásticos
Este estudo é indicado para iniciantes e profissionais do setor plásticos interessados em aprimorar seus conhecimentos nesta área, e para profissionais que não trabalham diretamente na fabricação do ferramental, mas que dão suporte necessário nas linhas de produção e na administração com planejamento, compras, vendas e outros.
Tem ainda como objetivo, passar uma visão real do que representa uma ferramenta de moldes de injeção para peças plásticas e sua importância dentro do processo de produção. Um estudo que permita uma identificação dos componentes e sua função.
Diante do custo elevado de um ferramental e do comprometimento cada vez maior com o mercado, a necessidade e os cuidados sobre o mesmo devem ser observados por todos que participam da cadeia produtiva. O envolvimento e conhecimento de todos aumenta as possibilidades de racionalização dos processos e de inovação.
Veja detalhes no link
O Estudo livre Manutenção em molde
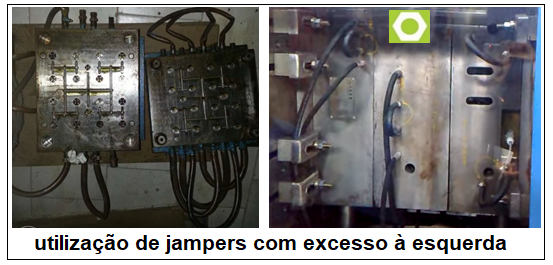
Recebido o molde para uma manutenção e não importando o tipo de circuito, dificilmente colocamos em dúvida, e sempre consideramos que a fabricação esteja fiel ao projeto. A partir daí torna se importante observarmos na desmontagem sobre a utilização de “jampers”, pois o uso em excesso ou mal posicionado quanto às entradas e saídas pode gerar distorções no controle da temperatura. Evidente que a complexidade do molde exige montagem de acordo e sempre averiguada.
O Estudo livre Manutenção em molde de injeção tem como objetivo contribuir com profissionais e interessados que atuam na área de manutenção em moldes de injeção para termoplásticos e processos. Consideramos como público alvo os iniciantes do setor de plásticos, ferramenteiros, operadores de injetoras, técnicos, analistas de processo e da qualidade e interessados em reduzir as perdas.
O estudovisa direcionar e destacar as necessidades da execução de manutenção, para manter a sua produtividade e conservação, procurando demonstrar que somente as condições ideais permitem e dão segurança para produzir com qualidade e eficiência. Toda ferramenta passa por desgaste devido fadiga de uso em máquina injetora e por ataque físico-químico recebido da matéria prima, sendo portanto, previsível e real a necessidade de sua recuperação.
Possuir uma equipe e plano de manutenção com qualidade é um diferencial, de destaque a cada dia mais para as empresas de sucesso. Uma empresa com processo de manutenção otimizada, onde os planos de manutenção existem e são cumpridos, tem condições de produção confiáveis, completamente diferentes de outras, que até podem ter ótimos equipamentos, mas que não tem um plano de manutenção eficiente. O plano de manutenção para ser eficiente tem que ser “soberano”.
Veja mais no link
Estudo livre Defeito em peças plásticas

Quando da utilização de insertos metálicos, é importante observar-se que a contração do plástico pode chegar até cinco vezes mais que a do metal e a força desta contração agindo sobre o metal que tem maior resistência mecânica, pode causar o rompimento da matéria prima plástica. Importante então, considerar folgas de compensação para alojamento de insertos.
O Estudo livre “Defeito em peças plásticas” abordasobreas técnicas para a perfeita regulagem dos parâmetros na injeção de termoplásticos buscando identificar e solucionar os principais defeitos oriundos de processo, matéria-prima, detalhes do produto ou ferramental. As soluções reduzem as perdas decorrentes de anomalias no processo de injeção de termoplásticos e visamos auxiliar os iniciantes da área.
Inicialmente os principais tópicos que abordam as recomendações sobre Fatores e Condições para um bom processo de injeção eliminando falhas no ajuste. Em seguida vários itens que ajudam, na identificação dos diversos tipos de ocorrências ou defeito em peças plásticas com sugestões para correção.
Veja detalhes no link
Checklist Auxiliares na fabricação de molde
O Checklist ou”lista de verificações,“é um meio auxiliar de utilização universal, utilizado em diversas áreas de atuação, inclusive e de grande necessidade na indústria de modo geral proporcionando otimizações nas ações para os profissionais em busca das melhores alternativas.
Esta série representa um básico, aceitando assim atualizações a qualquer momento, sempre no intuito de aprimorar o seu conteúdo. Agradecemos a sua sugestão para que tenhamos um documento perto do completo e possa auxiliar aos profissionais.
Este trabalho foi realizado a partir de uma necessidade que foi demonstrada por profissionais da área de ferramentaria, ligados ao setor plástico e com dificuldade em obtê-los.
Checklist Auxiliares para molde
01 – Desenvolvimento integrado do molde
– Contratação do desenvolvimento
– Requisitos de projeto
– Planejamento do tempo
02 – Sequência de atividades na fabricação
03 – Orientação projeto informacional
– Resumo de Informações iniciais
– Orientações para projeto
– Fatores que influenciam na extração
04 – Orientação projeto conceitual
05 – Orientação projeto detalhado
06 – Questões de Polimento e Texturização
07 – Verificação para liberação de projeto do molde
– Questões para equipe
08 – Fabricação e acompanhamento do conjunto
– Resumo de fabricação
– Acompanhamento de componentes
09 – Verificações necessárias e montagem final
– Verificação inicial para ajuste
– Ajuste na montagem do molde
10 – Auxiliar para try- out –
– Anexo de identificação e funcionamento/teste
– Verificação inicial da amostra durante try-out
– Iniciando um novo sistema de câmara quente
– Lista de parâmetros da injetora para ficha técnica
11- Liberação do molde ao cliente
12 – Produção inicial do molde
13 – Liberação do molde, após manutenção
– Procedimentos para a manutenção
– Liberação do molde
14 – Auxiliar para elaboração de Setup
Veja mais no link