
Por: Anderson V. Borille
Prototipagem rápida ou manufatura aditiva? Aplicações na indústria de moldes
A indústria de transformação de plásticos tem sido beneficiada pela Prototipagem Rápida – ou em termos mais abrangentes, Manufatura Aditiva. Polímeros foram os primeiros materiais processados, surgindo em seguida os processos de SLS e FDM. Mas não só os equipamentos que fabricam peças por manufatura aditiva diretamente em polímeros apresentam benefícios para indústria de processamento de plásticos. A fusão a laser de metais proporciona a fabricação de moldes de injeção de refrigeração com geometrias complexas e otimizadas, reduzindo assim o tempo de ciclo do molde e evitando problemas de distorção de plásticos. Pesquisas estão sendo desenvolvidas para disponibilizar a fabricação de moldes de extrusão em metal-duro por meio de sinterização a laser.
Prototipagem rápida é o termo mais conhecido para um conjunto de tecnologias que produzem componentes físicos a partir de moldelos CAD, utilizando equipamentos controlados por computador. O princípio de fabricação baseia-se na deposição e/ou consolidação de camadas, umas sobre as outras, até a fabricação completa de peça. Tais tecnologias tornaram-se comercialmente disponíveis no final da década de 1980, e desde então têm sido constantemente aperfeiçoadas, tanto na qualidade das peças fabricadas, quanto na diversidade de processos disponíveis.
As tecnologias de Prototipagem Rápida continuam apresentando melhorias e inovações a cada ano. Tais mudanças afetam até mesmo a própria nomenclatura, que foi alvo de inúmeras discussões, pois apesar do termo ser amplamente conhecido, não define corretamente a tecnologia. Considerando os pontos de vista acadêmicos e industriais, há uma necessidade de normatização da nomenclatura. Entidades como a VDI (Alemanha) e a ASTM (Estados Unidos) propõem o uso do termo Manufatura Aditiva, de modo que não sejam conhecidas por uma aplicação, e assim, não sejam prejudicadas quanto ao seu uso. Percebe-se a tendência de que o termo Prototipagem Rápida, juntamente com Manufatura Rápida e Ferramental Rápido sejam as nomenclaturas da aplicação de Manufatura Aditiva com diferentes fins.
Existe, então, uma tendência de quebra do pré-conceito de que tais tecnologias são aplicadas somente à fabricação de protótipos. De fato, observa-se a aplicação de tais tecnologias em diversos setores industriais, desde as aplicações de extrema exigência como a aeronáutica até mesmo no setor de decoração residencial.
Em relação aos equipamentos para a manufatura aditiva, diferenciam-se dois grupos principais: impressoras 3D (3D-Printers); e máquinas industriais (non-3D-Printers). Por impressor 3D entende-se a máquina compacta, de baixo custo e que pode trabalhar em ambiente de escritório. Este tipo de máquina visa principalmente a produção de protótipos que não requerem elevado desempenho. Em contrapartida, as demais máquinas são mais indicadas para o uso industrial. Geralmente possibilitam ao operador maior liberdade nas estratégias de fabricação. Os produtos fabricados também podem ser mais resistentes a diversas solicitações mecânicas, térmicas ou químicas. Esta classificação torna-se interessante também para a diferenciação de mercado, tanto que os próprios fabricantes de equipamentos começaram a utilizá-las. Exemplo disso é a empresa Stratasys, desenvolvedora de tecnologia FDM, que criou uma nova marca para os seus equipamentos de impressora 3D (Dimension Printing) separado-os da linha industrial, embora o processo seja o mesmo. A figura 1 representa a evolução do comércio de equipamentos de manufatura aditiva, separando-os por suas classes.

Observa-se que tais equipamentos apresentam um considerável crescimento de vendas. Isso se deve às características intrínsecas aos processos baseados em deposição de camadas aliado ao controle computacional. Esta combinação permite a fabricação de geometrias complexas, sem a necessidade de ferramentas de uso especiais, moldes ou dispositivos de fixação. A complexidade de forma, geralmente, não interfere na complexidade da manufatura, visto que a formação das camadas é controlada por computador.
Devido a estas características, tais processos chegaram a ser considerados como uma revolução dos métodos da fabricação. Entretanto, as características, de precisão e resistência mecânica das peças mostram-se ainda inferiores às obtidas por processos tradicionais.
O constante investimento em pesquisa e desenvolvimentos de novos equipamentos realizados nas ultimas duas décadas tem conseguido realizar diversos avanços na qualidade das peças. Dessa forma tais processos têm possibilitado a fabricação de peças com propriedades relativamente adequadas e têm também oferecido uma diversidade de materiais que possibilitam aplicações mais severas do que protótipos. Por isso, seguindo tendências internacionais, tais processos serão denominados aqui como processos de Manufatura Aditiva.
Processo de Manufatura Aditiva.
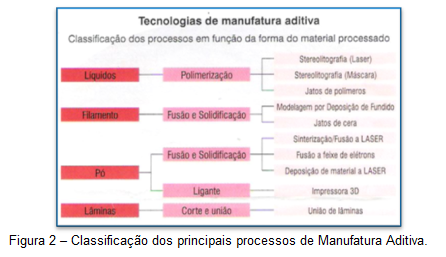
Assim como não há um consenso na definição da nomenclatura de tais processos, também não há uma definição mundialmente utilizada para a classificação de tais processos. A classificação mais utilizada é apresentada na figura 2, que é dividida em três níveis. No primeiro é apresentada a forma como o material da peça é utilizado pelos equipamentos. O segundo nível representa o mecanismo de consolidação do material e, o terceiro, a denominação dos equipamentos. Este último nível normalmente esta relacionado ao nome comercial dos equipamentos. Nesta classificação torna-se difícil separar equipamentos para uso industrial ou para uso em escritórios (impressoras 3D).
Com relação ao setor de ferramentarias, os processos de fusão e solidificação de metais têm mostrado destaque. Suas características de flexibilidade de fabricação de formas permitem a aplicação de canais de refrigeração mais complexos que acompanha as superfícies dos moldes, de modo a melhorar a refrigeração e possibilitar a redução de tempo de ciclo. Tais processos são descritos na próxima seção.
Processos de fusão e solidificação de pós metálicos.
O principal processo relacionado é o de sinterização a laser de pós-metálicos. Tal processo permite atualmente a fusão quase que completa de diversos aços, ganhando assim espaço na indústria de moldes para a injeção de plásticos. A figura 3 apresenta o esquema de fabricação de peças por SLS.

Uma fina camada de pó é depositada sobre a plataforma de construção pela régua (ou rolo) de alimentação de pó. Em seguida, um feixe de laser é direcionado sobre o pó com o uso de espelhos comandados por computador, o qual se baseia em dados da geometria tridimensional CAD da peça. O laser promove a função localizada do material. Após o completo escaneamento desta camada de pó pelo laser, a plataforma de construção move-se para baixo conforme indicado pela seta, e o processo de alimentação repete-se até a conclusão da peça.
Os primeiros equipamentos de sinterização de metais por laser, comercializados a partir da década de 90, não eram capazes de fundir completamente pós-metálicos. A solução na época era o revestimento das partículas de metais com um polímero, o qual podia ser fundido pelo laser, e ao solidificar-se pelo resfriamento, promovia a união das partículas de pó. A peça era então removida da máquina de sinterização a laser e transferida para um forno de sinterização convencional para posterior sinterização e infiltração com cobre. A peça final era, portanto, constituída de partículas de aço envoltas em uma matriz de cobre. Com isso, suas propriedades mecânicas estavam muito aquém dos materiais originais.
Um dos principais motivos para que não fosse possível fundir completamente pós de aço decorria do fato que as fontes de laser utilizadas não eram adequadas para processar metais. Isso se deve ao fato que o comprimento de onda do laser é um fator determinante na absorção da energia pelos materiais, e consequentemente, na transformação desta energia em calor para ocorrer a sua fusão. Os primeiros modelos comerciais de tais máquinas utilizavam laser de CO2 que apresenta um comprimento de onda de 10,6 um adequado ao processamento de polímeros. Posteriormente, com a utilização de feixes de laser com comprimento de onda na ordem de 1,06 um, como o Nd:YAg, por exemplo, foi possível a fusão quase que total de aços para aplicação em manufatura aditiva.
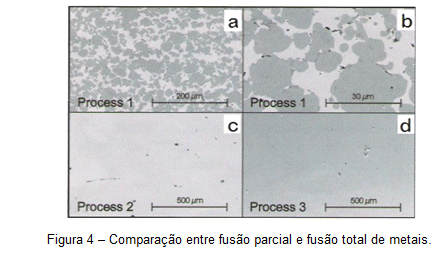
A figura 4 apresenta imagens metalográficas da estrutura de materiais processados por estes diferentes métodos. As imagens a) e b) representam um processo de sinterização de pós metálicos revestidos com polímeros, sucedido por infiltração de cobre em forno, enquanto que as imagens c) e d) representam dois processos de fusão total do pó de aço.
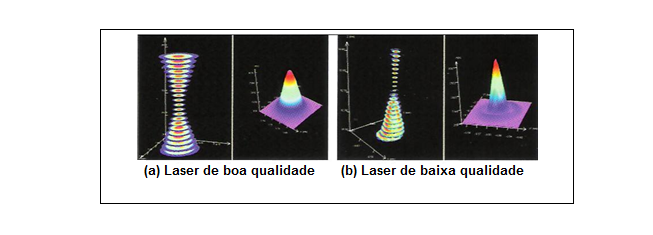
Outros fatores relacionados ao laser além do comprimento de onda, afetam significativamente a qualidade da peça fabricada. Todo o conjunto óptico, como lentes e espelhos influenciam na forma e distribuição da energia ao longo do perfil do laser. A figura 5 representa a distribuição de energia em diferentes seções do feixe de laser. A estricção observada nas imagens representa o foco do laser, que deve coincidir com a superfície da plataforma de construção.
A melhor distribuição de energia no foco do laser propicia um melhor controle da fusão do metal e, consequentemente, da qualidade da peca. Nesta figura, nota-se que a imagem (a) apresenta maior densidade de energia localizada no centro da secção, o que possibilita melhor controle da energia aplicada.
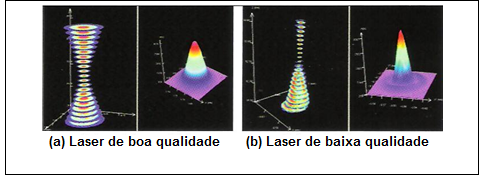
Figura 5 – Perfil e distribuição de energia de diferentes sistemas a laser
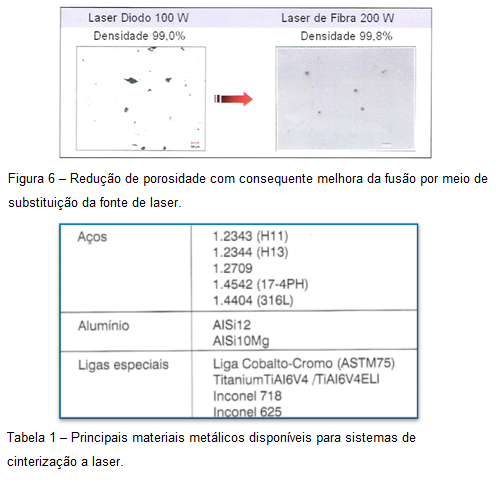
Empregados recentemente nos equipamentos de sinterização a laser, o laser de fibra proporciona avanços na qualidade da distribuição de energia. Este tipo de feixe caracteriza-se por ser gerado diretamente dentro a de fibras ópticas. A figura 6 representa a diminuição da porosidade da peça com a introdução deste tipo de laser. Toda essa evolução presenciada nos equipamentos de manufatura aditiva de metais tem propiciado a sua aplicação bem sucedida em diversas áreas. Os principais materiais metálicos disponíveis atualmente são apresentados na tabela 1.
No que diz respeito a processamento de polímeros, é notável a aplicação de tais processos na fabricação e reparo de moldes e componentes para a injeção de plásticos.
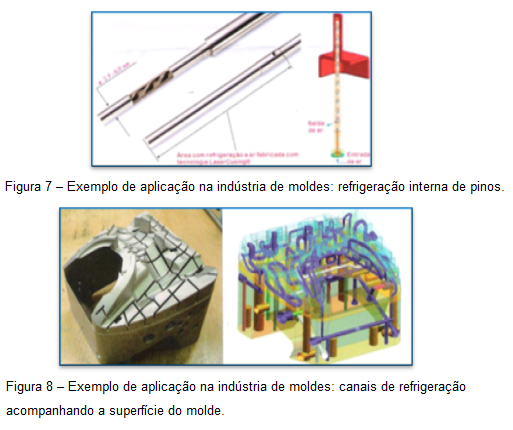
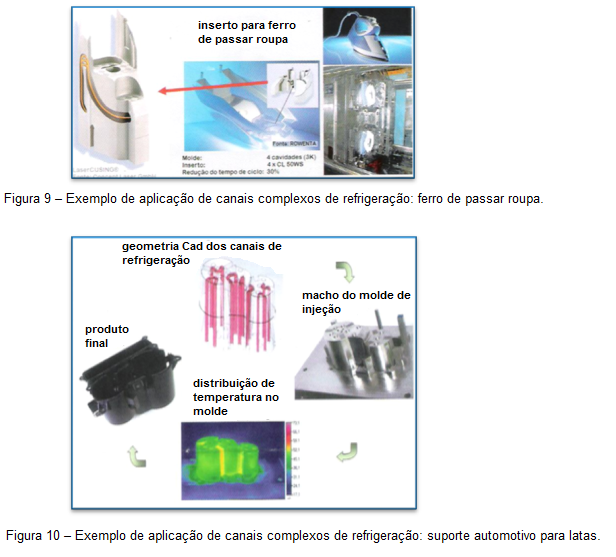
Na fabricação, a manufatura aditiva permite a construção de canais de refrigeração em insertos e moldes, de modo a facilitar a troca de calor e homogeneizar a temperatura do molde. Com isso, obtêm-se menores tempos para os ciclos de injeção além de maior controle de deformações nas peças causadas por gradientes térmicos. A sequência de figuras (7 a 10) apresenta vários exemplos de aplicações.
O inserto mostrado na figura 9 possui dimensões máximas de 52 x 60 x 82 mm³ e foi construído em aço para trabalho a quente (1.2709, maraging steel, 54 HRC), em 25 horas.
A figura 10 ilustra um exemplo onde a redução do tempo de ciclo foi de 2s, e houve ganho de qualidade da peça, o que justificou plenamente o maior custo da fabricação do molde.
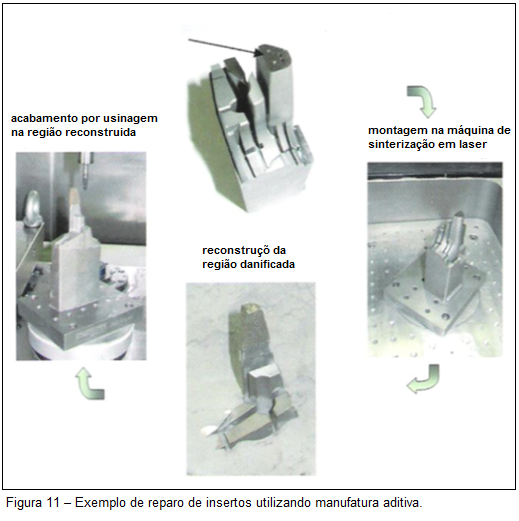
A figura 11 ilustra outra possibilidade do uso de manufatura aditiva na indústria de moldes. Trata-se do reparo de um inserto (postiço) danificado. Como somente parte da peça foi danificada, pode-se utilizar a parte intacta como base para o reparo. Com isso economiza-se tempo e reduzem-se os custos do reparo. Os equipamentos atuais de sinterização a laser oferecem a possibilidade de integração de sistemas de referenciarão de peças. Assim, pode-se remover a peça da máquina de sinterização e fixá-la em um centro de usinagem sem perder a referência da peça, evitando erros de posicionamento.
Implicitamente, neste exemplo, está ilustrado um método de construção híbrido – fusão a laser e fresamento. A fusão a laser é responsável pela geração das formas internas de canais e geometria near-net-shape, enquanto o fresamento confere as características de qualidade de forma.
PERSPECTIVAS
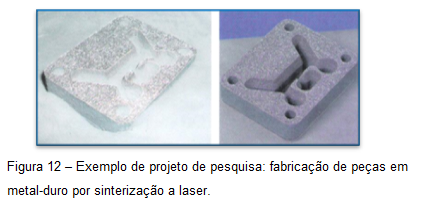
O crescente aumento de vendas, salvo momentos de crises internacionais, demonstra uma forte aceitação de tais processos. Parte deste mérito deve-se aos equipamentos de baixo custo que tem função essencial na disseminação da tecnologia. Observam-se, ainda, altos investimentos por parte dos fabricantes de equipamentos de manufatura aditiva no exterior, tanto para desenvolvimento de novas máquinas, quanto na possibilidade de processar novos materiais. Um exemplo é ilustrado na figura 12, onde observa se uma peça-teste do processo de sinterização a laser de metal-duro. Trata-se de um desenvolvimento para a aplicação na indústria de processamento de plásticos, na extrusão de polímeros. A peça representada foi fabricada com forma próxima a final, por meio de sinterização a laser. Objetiva-se, com isso, a flexibilidade de formas de perfis de extrusão e a redução de custos e tempos de fabricação. Apesar do potencial oferecido por tais equipamentos, ainda há desafios a serem vencidos. Os principais referem-se a fatores como propriedades mecânicas, precisão de forma e disponibilidade de materiais, que não são os mesmos obtidos por processos convencionais de fabricação.
Entusiastas da manufatura aditiva questionam a real necessidade de atingir os mesmos padrões. O fato é que a manufatura aditiva para produtos finais e restrita a nichos, onde baixo volume de produção e alta complexidade geométrica são requisitos dos produtos. E neste contexto, o setor de moldes possui um grande potencial de ganho com a aplicação desta tecnologia.
CONCLUSÕES
À parte das discussões sobre definições dos termos prototipagem rápida ou manufatura aditiva, o fato é que tais tecnologias deveriam ser observadas cuidadosamente.
Observam-se características únicas nestes processos, as quais podem trazer benefícios de redução de custo, tempo de fabricação e até mesmo de desempenho para determinados nichos de mercado. Porém, por se tratar de técnicas relativamente recentes, e de certa forma a complexas, a sua avaliação deve ser realizada criteriosamente.
A realidade brasileira ainda é restrita no quesito a manufatura aditiva. Além dos altos custos de aquisição e manutenção de tais equipamentos no país, faltam ainda especialistas e profissionais da área. A experiência adquirida e difundida ainda é incipiente. Este cenário cria uma incerteza por parte de industriais quanto ao risco de investir em tais tecnologias. Considerando equipamentos para processar metais, a situação é ainda mais crítica, pois a primeira máquina foi instalada no final de 2009. Portanto, o acesso a esta tecnologia fica muitas vezes restrito a instituições que tem acesso a comunidade internacional. Espera-se, contudo, que a redução de preços dos equipamentos facilite a inserção e a aplicação destas tecnologias no mercado brasileiro. Ainda, espera-se que esta inserção crie motivação e auxilie na busca e criação de informações para que se possa compreender os limites tecnológicos. Somente com uma base solida de conhecimento é possível identificar, caso a caso, se tais tecnologias são ou não adequadas.
Autor: Anderson V. Borille
Fonte: Revista Ferramental edição 31 fev 2016
Conheça nossos info-produtos