


Este site é apenas Informativo. Precisamos de suporte para custear atualizações e melhorias. Divulgaremos sua empresa como apoiadora.
OBS: CUIDADO TEM LIVRARIA VENDENDO LIVRO COM NOSSO CONTEÚDO
OBS: DADOS E INFORMAÇÕES EM CONSTANTE ATUALIZAÇÃO
Tabelas com valores para aplicações de termoplásticos
Como reconhecer umidade e recomendações
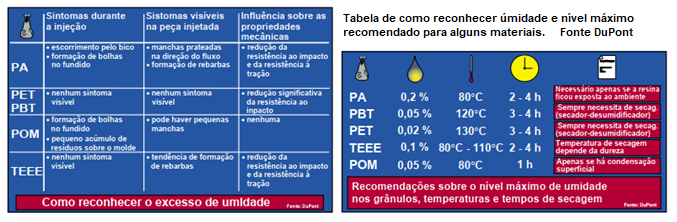
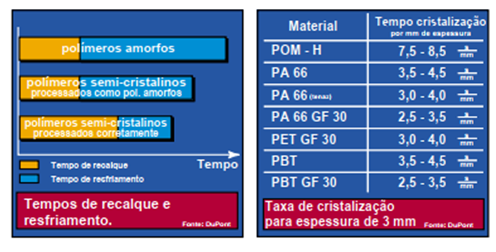
Indicações sobre recalque e cristalização Fonte: DuPont
Teor de umidade
O teor de umidade em plásticos afeta negativamente a qualidade da moldagem. Umidade excessiva nas resinas leva a produtos com baixo desempenho, listras prateadas, defeitos visuais. Os secadores e desumidificadores servem para remover a umidade e evitar a moldagem de produtos defeituosos.
Na maioria das fábricas de processamento de plásticos, os secadores são um equipamento padrão. A notável exceção seriam instalações que processam exclusivamente poliolefinas, como polietileno (PE) e polipropileno (PP). Estes estão entre as poucas famílias de polímeros que não requerem obrigatoriamente secagem porque não são materiais higroscópicos. Materiais como o polietileno (PE) são apolares, enquanto a água é uma substância altamente polar que age como um pequeno ímã. A água não tem afinidade por polímeros não polares. Apesar desses materiais não absorverem umidade internamente no pellet, ela pode acumular na superfície devido a mudanças rápidas de temperatura e umidade, quando isso ocorre torna-se importante utilizar um secador. (Márcio Y. Shinzato)
Tabela Orientativa de Secagem
S = Secador
D = Desumidificador
Consulte sempre as instruções do fabricante.
Resultado de comparação entre várias fichas técnicas
ABS – EPDM – EVA – PA – PBT – PC – PE – PEN – PET – PET FLAKE –
PET G – PMMA – POM – PP – PPO – PPS – PS – PU – PVC – SAN
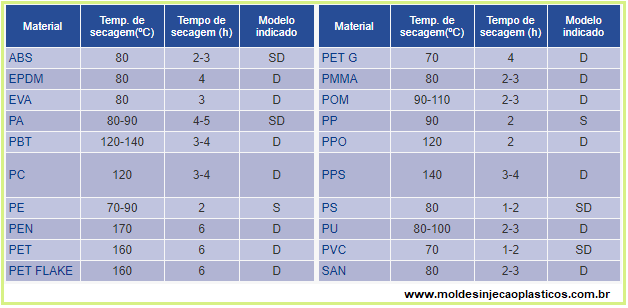
Tabela com sugestões de Condições de tempo para pré secagem
Resultado de comparação entre várias fichas técnicas
ASA – PEI – PA6, PA66 – PA610
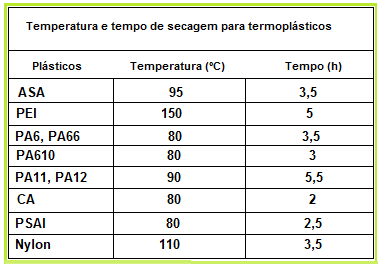
Tabela – Nível de abrasividade dos polímeros
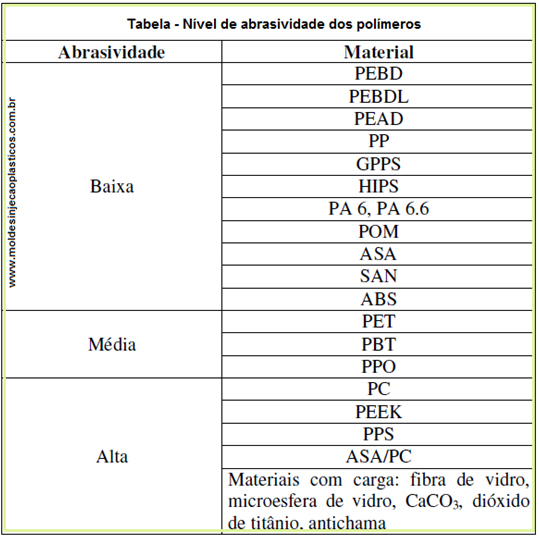
Tabela de Valores de Alongamento por fluência (%) PBT – PA 6.6 – PPA
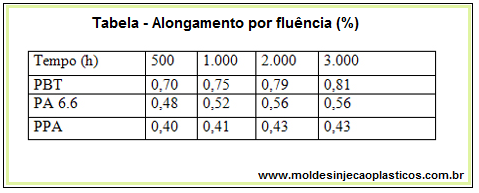
Tabela de Contração dos plásticos (%)
Tabela de Peso específico de materiais plásticos (g/cm³)
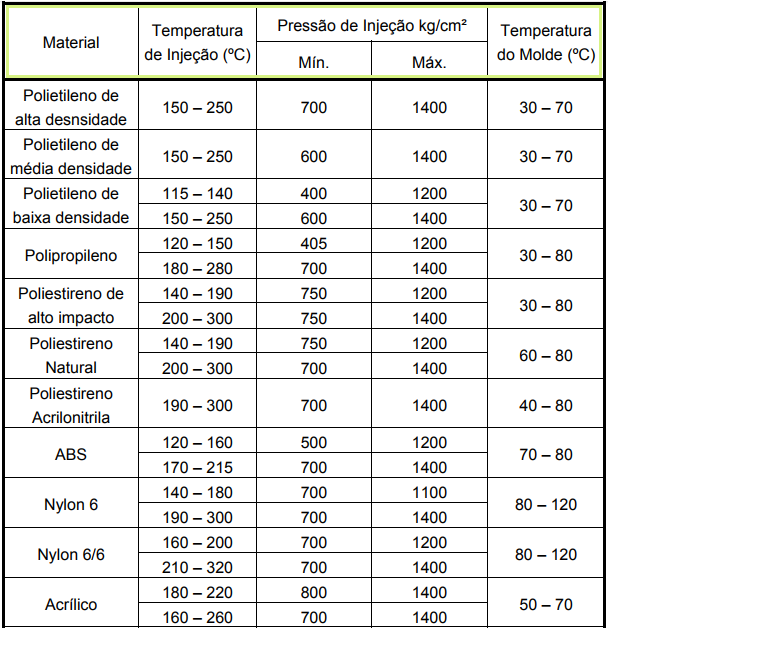
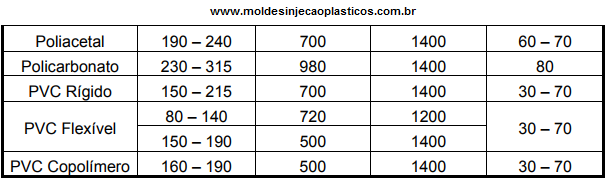
Tabela de Temperatura de injeção materiais plásticos (Cº)
Tabela de Temperatura do molde (Cº)
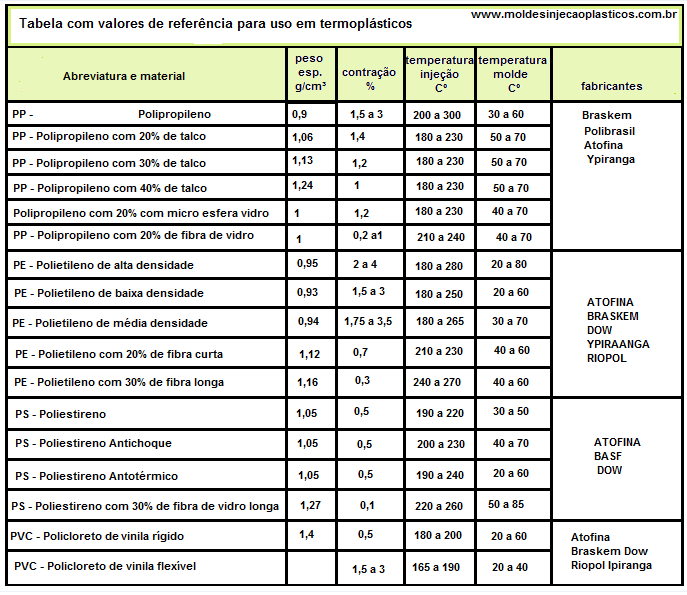
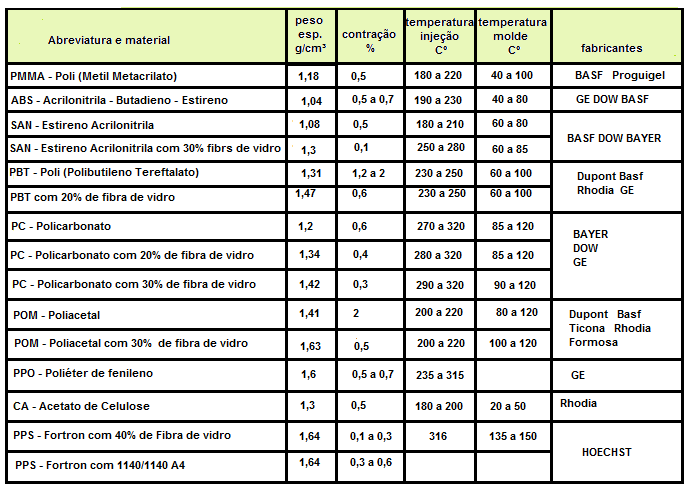
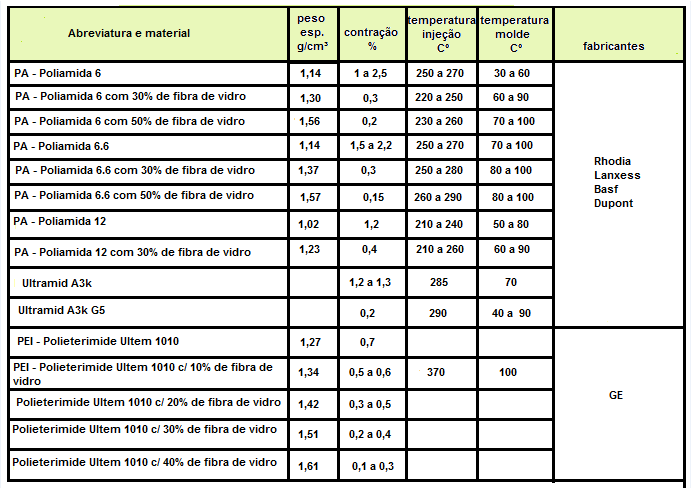
Tabela com propriedades de polímeros
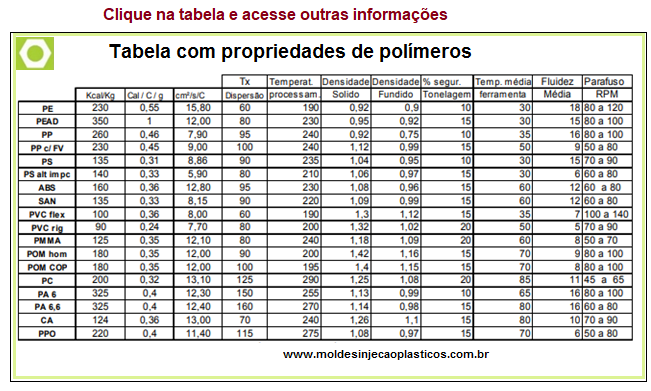
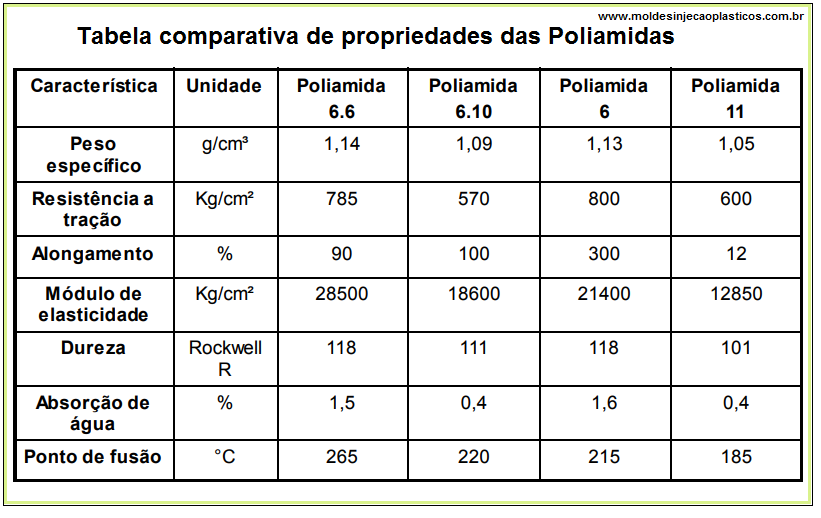
Tabela comparativa de propriedades das Poliamidas
Composto de Poliamida BASF
Tabela de propriedades do Composto PA 66 com 30% de fibra de vidro
Tabela de propriedades do Composto PA 66 sem reforço
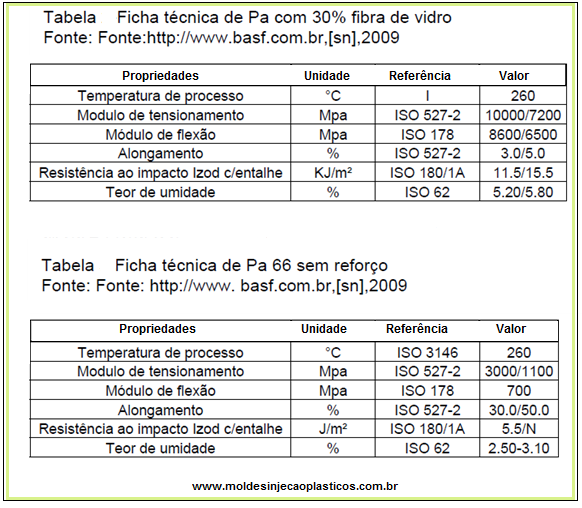
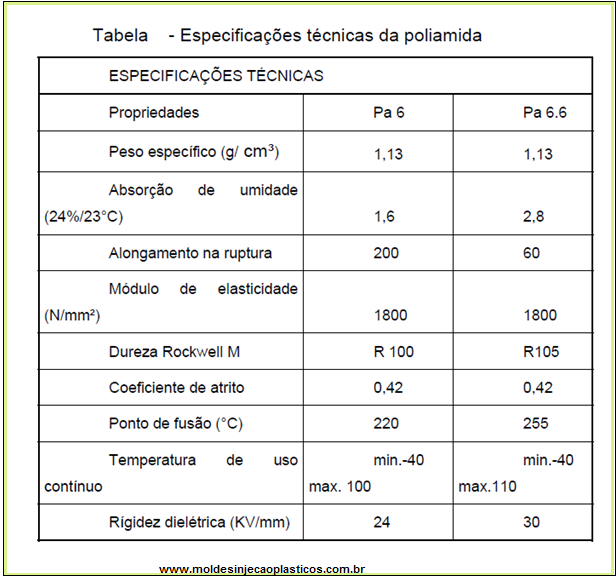
Tabela de especificações técnicas da Poliamida
Contração no molde e classificação dimensional
Padrões de tolerância tem sido acordado por moldadores técnicos especializados e pelo Comitê de Normas da Sociedade da Indústria Plástica (Standards Committee of Society of the Plastics industry, Inc.) Essas normas estabelecidas são usadas somente como um guia para a definição do material plástico e projeto. Sendo assim, existem três classes de tolerâncias dimensionais para peças plásticas moldadas (expressas em in./in. ou mm/mm).
A primeira é a tolerância fina, definida como o limite mais estreito da variação possível. A segunda é conhecida como tolerância padrão, que representa a dimensão de controle médios que podem ser obtidos no processo de manufatura. E por fim, a tolerância grosseira em que peças não consideram a precisão dimensional como fator crítico ou primordial. A tabela a seguir retrata a classificação mencionada, exibindo valores de contração no molde de vários materiais plásticos.
Fonte: Adaptado de LOKENSGARD, 2004.
Tabela com valores de contração e classificação de tolerância
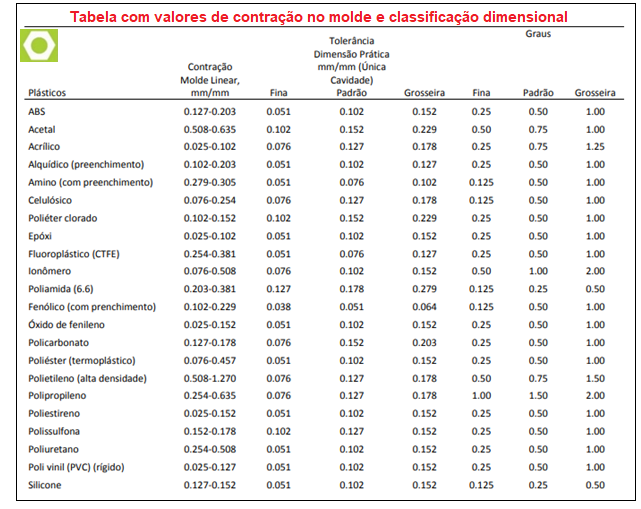
Tabela com valores de densidade; valor volumétrico; valor específico; contração para termoplásticos
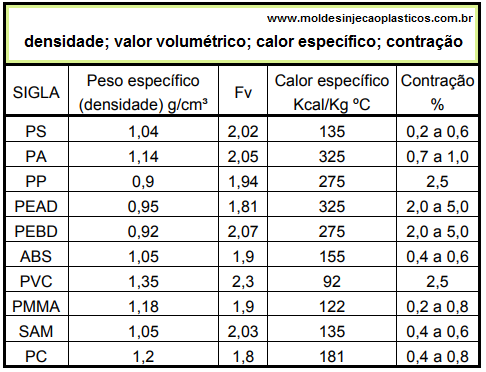
Tabela de Coeficiente de dilatação térmica (1/°C)
Tabela de Temperatura máxima de extração
Tabela de Coeficiente de atrito
Tabela de Ângulo de saída
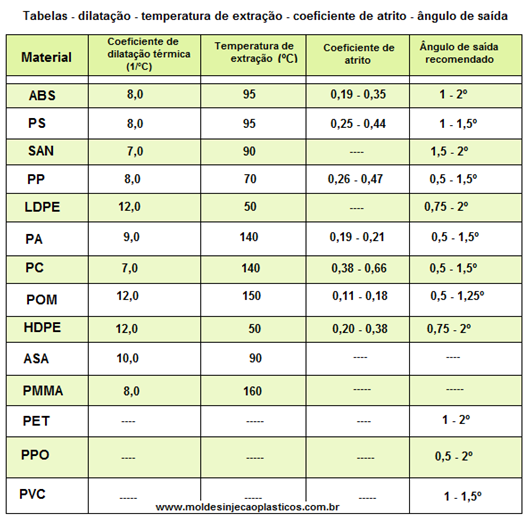
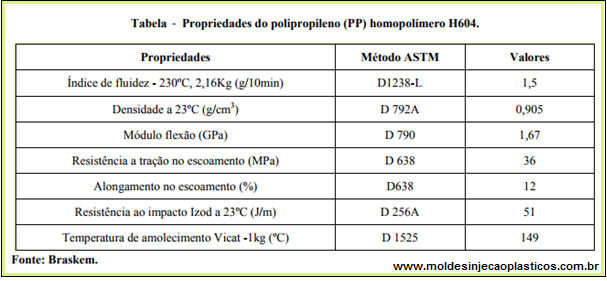
Tabela com propriedades do polipropileno (PP) homopolímero H604
LDPE – Polietileno Baixa Densidade
MDPE – Polietileno Média Densidade
HDPE – Polietileno Alta Densidade
Tabela comparativa de propriedades do Polietileno

Polimetil Metacrilato
Tabela comparativa das propriedades mecânicas do PMMA e outros termoplásticos transparentes
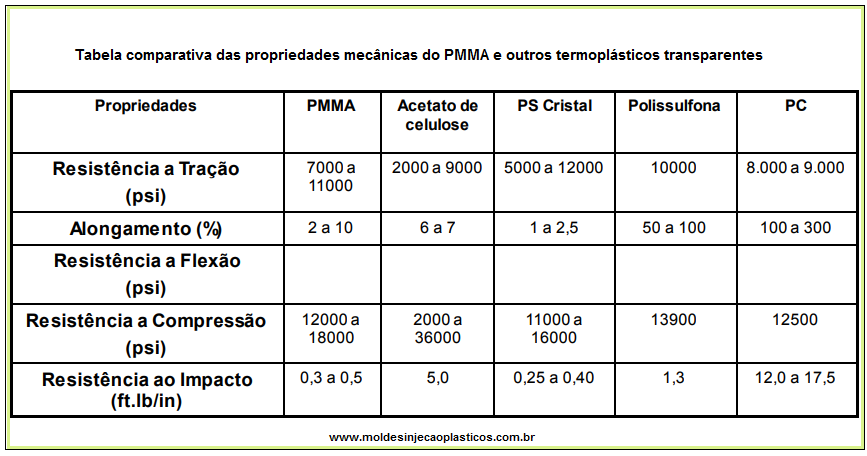
Tabela de alguns parâmetros físicos e de processamento do GPPS com a adição de pigmentação
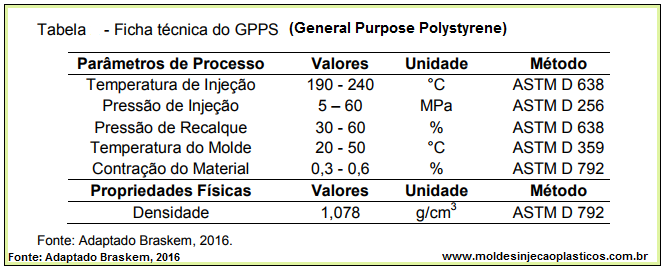
Tabela com: temperatura de injeção / pressão de injeção / temperatura do molde
Reforços: as fibras são adicionadas para aumentar os valores de resistência mecânicas (Resistência a Tração, Resistência ao Impacto). As principais fibras utilizadas são as fibras de Vidro, de Carbono, Kevlar e Sistemas híbridos
Tabela comparativa das características entre as fibras
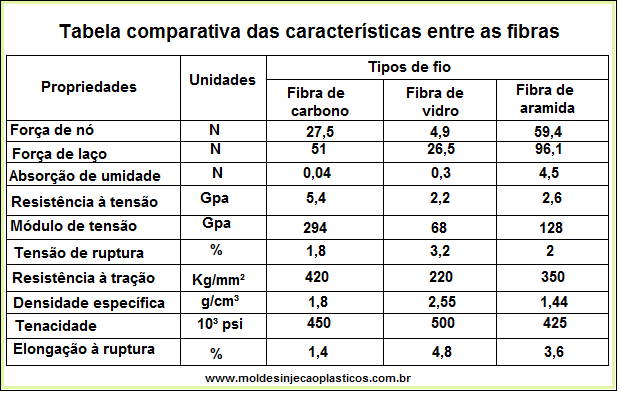
Tabela com Resistência química de alguns polímeros a 20º C
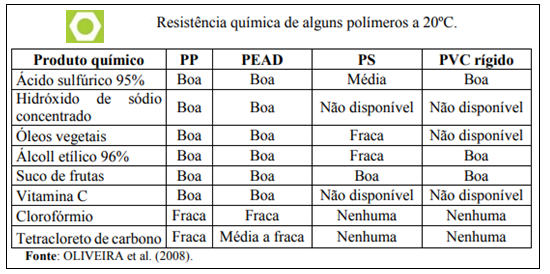
Tabela Propriedades dos materiais para embalagens plásticas rígidas
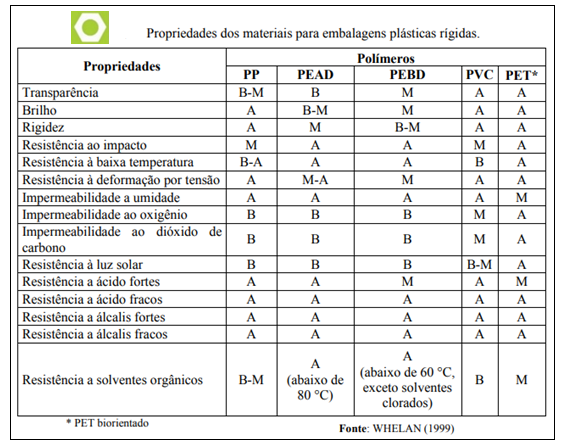
Tabela com principais Aditivos ao plástico e suas respectivas funções
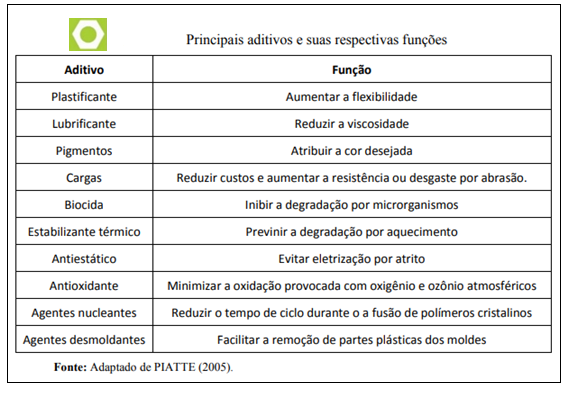
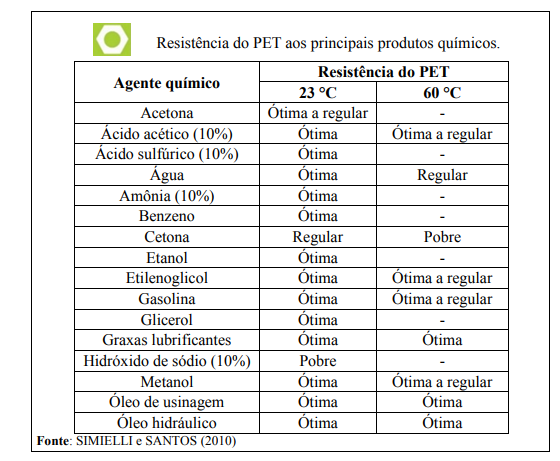
Tabela da Resistência do PET aos principais produtos químicos
Saiba mais sobre Defeito em peças plásticas: http://moldesinjecaoplasticos.com.br/loja/

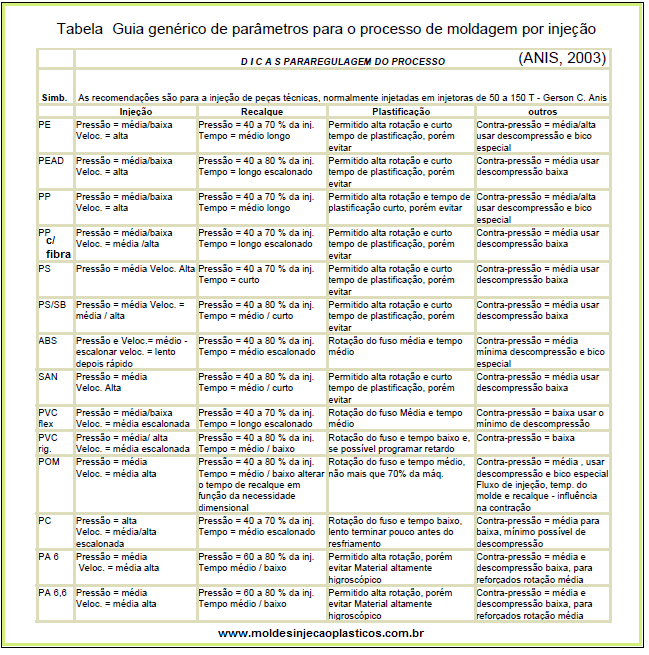
Tabela guia genérico de paramêtros para o processo de moldagem por injeção
— Recomendações para injeção de peças técnicas (injetoras de 50 a 150 t)
Tabelas – Referências de Temperatura de Processo
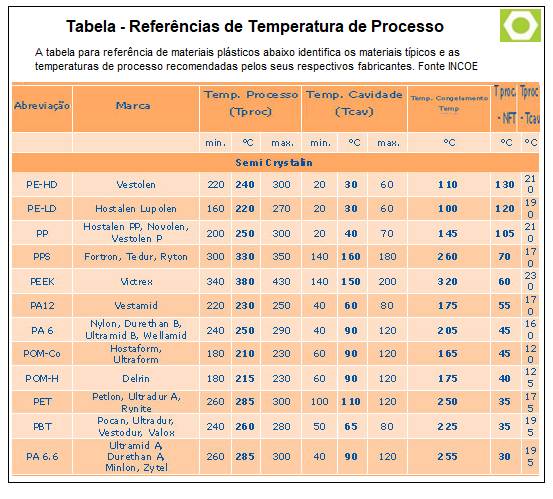
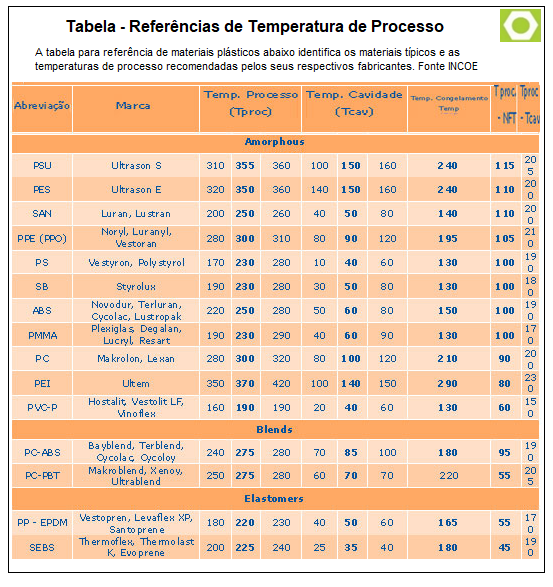
Tabela de condutibilidade dos materiais envolvidos no processo de injeção
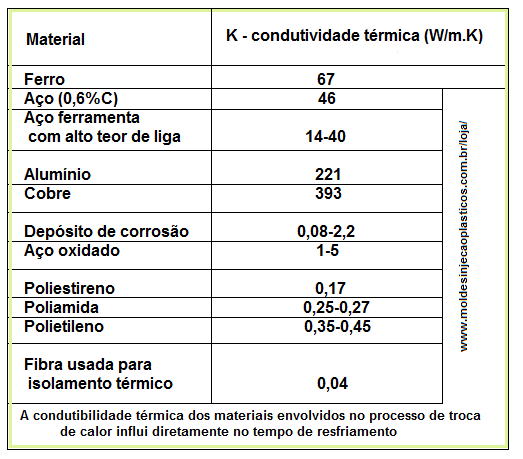
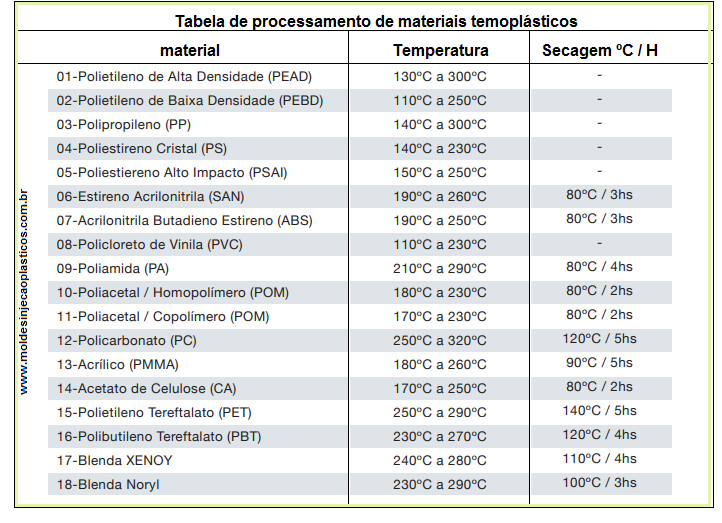
Tabela de processamento para materiais termoplásticos
Temperatura de transição vítrea (TG ) – É a propriedade do material onde podemos obter a temperatura da passagem do estado vítreo para um estado “maleável”, sem ocorrência de uma mudança estrutural.
Temperatura de fusão cristalina (TM)– É o valor médio da faixa de temperatura em que durante o aquecimento, desaparecem as regiões cristalinas.
Tabela com Temperaturas de transição vítrea e de fusão para alguns polímeros
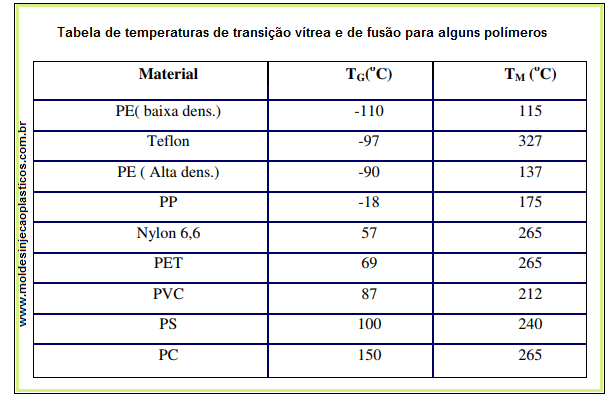
Tabela – Razões de fluxo de polímeros por espessura de parede
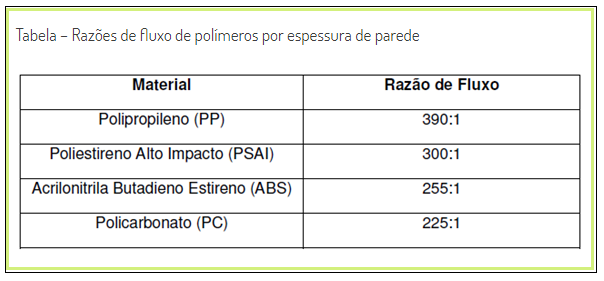
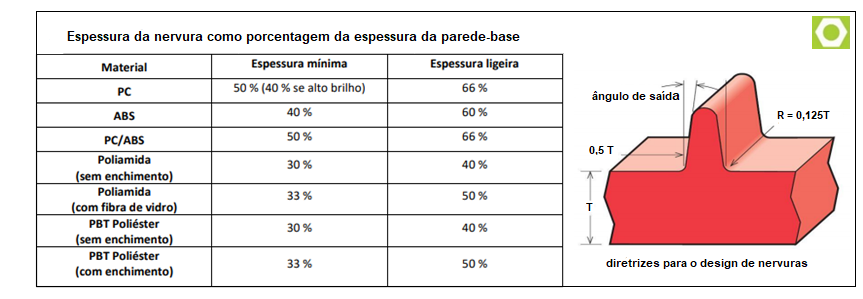
Tabela de Espessura da nervura como porcentagem da parede-base
para Sistema de alimentação com canais quentes:
Tabela – Comparação entre bicos para ataque direto, indireto e valvulados
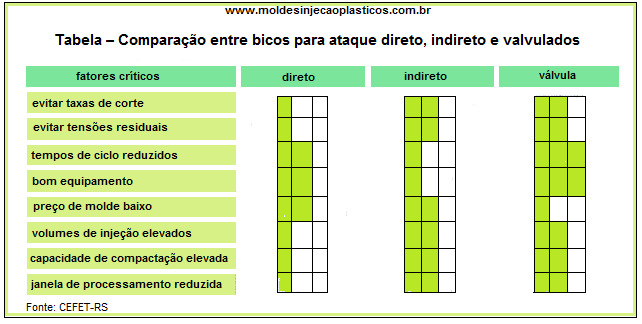
Tabela com diâmetro mínimo recomendado para bucha de injeção
O diâmetro menor varia de acordo com o peso da moldagem e do eixo do cilindro da prensa.
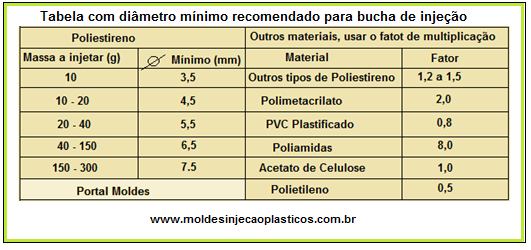
Tabela com indicação de Conicidade para bucha de injeção
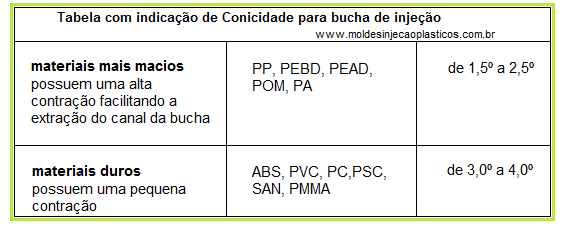
Tabela com Ângulo de saída recomendado para alguns termoplásticos
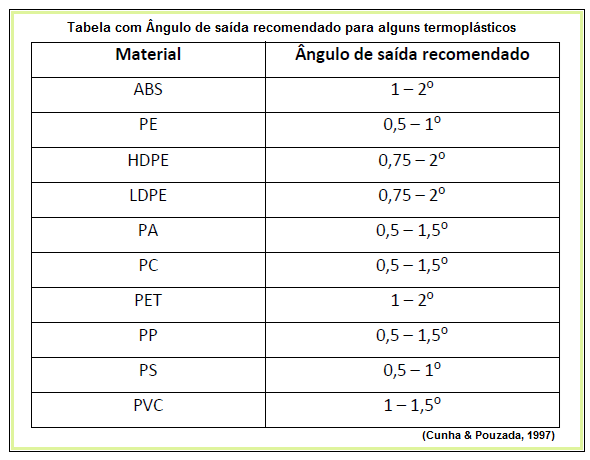
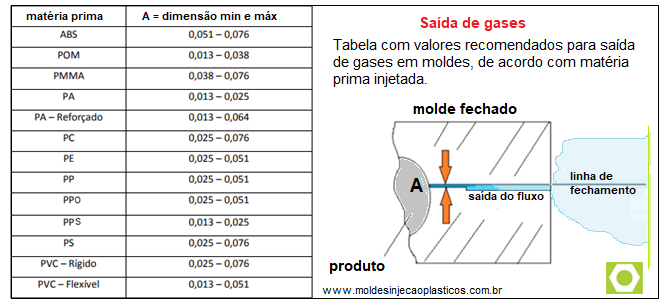
Tabela com valores recomendados para saída de gases em moldes, de acordo com a matéria prima injetada.
Profundidade “A” – de acordo com o material polimérico
Para peças texturizadas
A realização da extração das peças após a moldagem por injeção tem que considerado durante a texturização, pois as texturas produzidas podem levar a um aprisionamento das peças. Deste modo, é necessário ter atenção às profundidades da textura produzidas e da geometria da peça plástica em relação à direção de injeção. A profundidade da textura não pode ultrapassar 0.02 mm por cada grau de diferença entre a direção de extração.
Tabela com Rugosidade Ra máxima a considerar e respectivos ângulos de desmoldagem entre a direção de extração e a superfície da peça plástica para diferentes materiais termoplásticos

Tabela de Compatibilidade de solda em termoplásticos por ultra-som

Tabela – Geometrias típicas de fusos de injeção
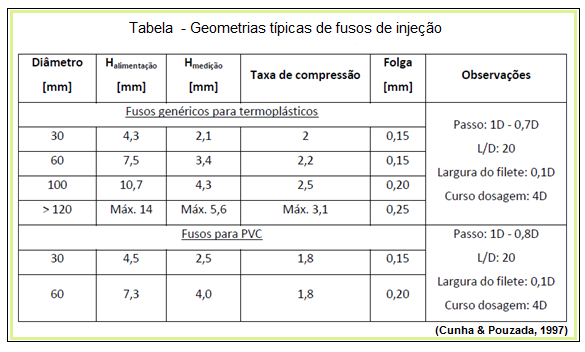
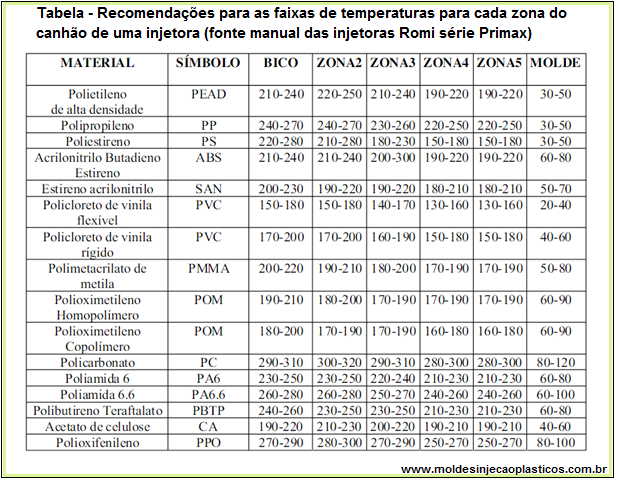
Tabela – Recomendações para as faixas de temperaturas para cada zona do canhão de uma injetora
(fonte manual das injetoras Romi série Primax)
Parâmetros na injetora para ficha técnica: definem a qualidade da peça
Tabela – Relação dos parâmetros na máquina injetora

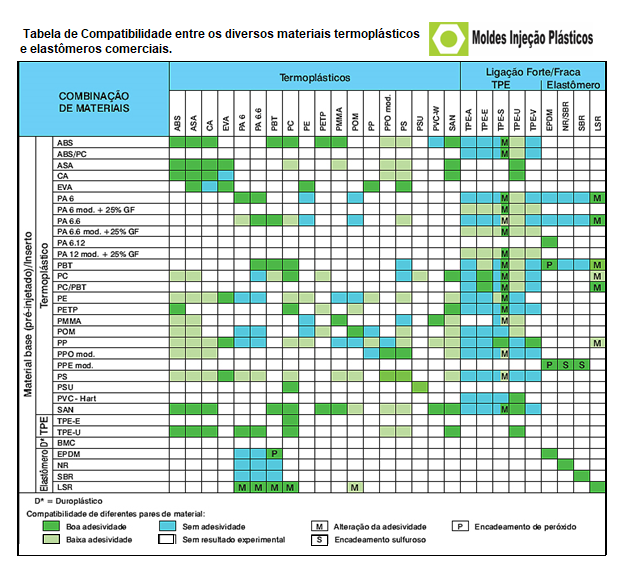
Tabela indicativa de Compatibilidade entre os diversos materiais termoplásticos e elastômeros comerciais.
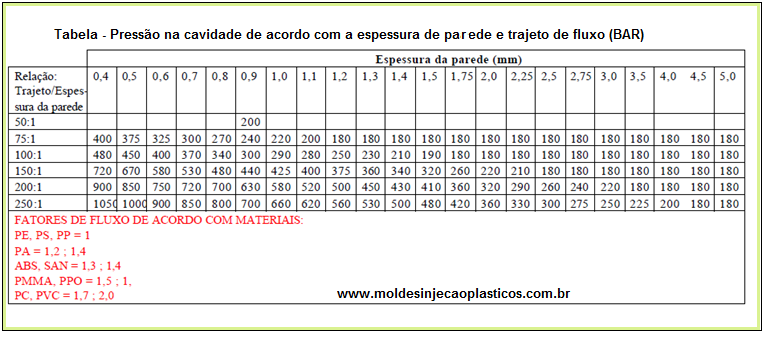
Pressão na cavidade de acordo com a espessura de parede e trajeto de fluxo (BAR)
A tabela de referência é suficientemente exata para determinar a pressão máxima na cavidade, levando em conta somente a espessura mínima de parede e a relação trajeto de fluxo/espessura de parede e material. Existem outros fatores que influem nesta pressão, como: temperatura do material e temperatura do molde; em ambos os casos quanto mais altas, menores serão as pressões necessárias para encher o molde.
Vejamos um exemplo prático: Queremos injetar uma peça que tem uma espessura mínima média de 0,7 mm e uma comprimento de fluxo (desde a entrada da cavidade até a parte mais distante) de 63 mm. Se dividimos 63 por 0,7 teremos uma relação de 90:1.
Se consultarmos a tabela, obteremos o valor de 370 bar (0,7 mm e relação 100: l) este valor é válido para PE, PS, PP (com 1 de fator de fluxo), mas se desejamos injetar PA (poliamida), teremos que multiplicar a pressão por aproximadamente 1,3 (fator de fluxo) e obteremos uma pressão de 370 bar x 1,3= 481 bar. Com este valor poderemos determinar a força de fechamento necessária para poder injetar esta peça.
Tabela – Pressão na cavidade de acordo com a espessura de parede e trajeto de fluxo (BAR)

Lista de Símbolos utilizados na Transformação de plásticos
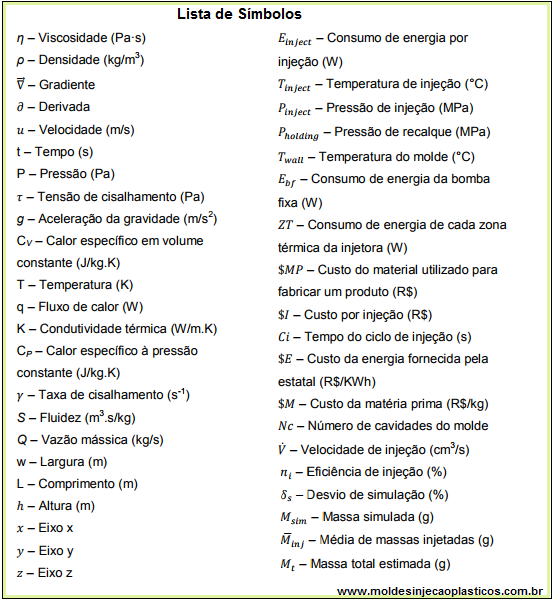
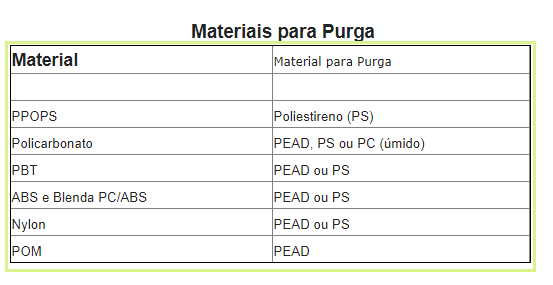
Tabela com Materiais para Purga
A Comutação é a passagem da injeção para o recalque podendo ser controlada por tempo de injeção, por posição de injeção, por pressão de injeção ou por todas elas, para na sequência atuar o recalque.
Tabela de formas de comutação: de injeção para recalque
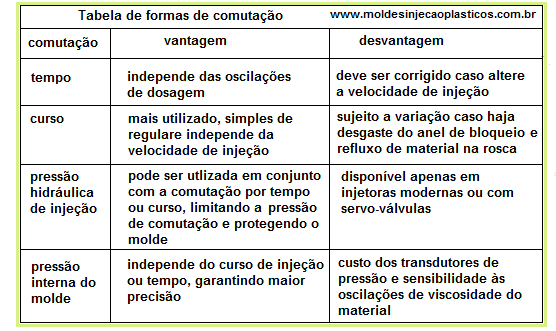
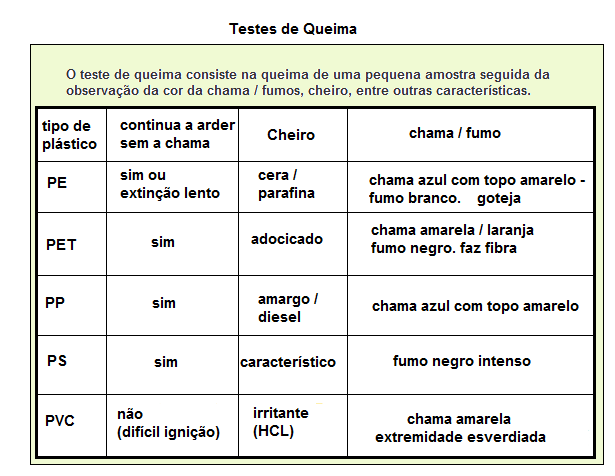
Tabela com indicações conforme Teste de Queima
Em qualquer um dos casos é preciso adquirir prática, pelo que se recomenda o ensaio com produtos bem conhecidos e não esquecer que muitas vezes, uma só embalagem contém diversos tipos de plásticos.
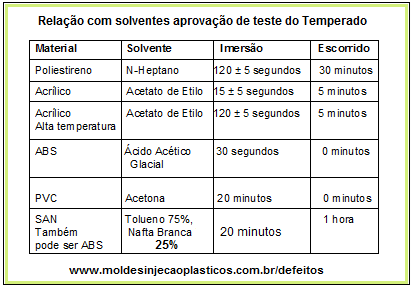
Teste do Temperado
Tabela com relação material solvente para teste do temperado
Ensaios de Dureza em termoplásticos
Dureza é a característica de um material sólido, que expressa sua resistência a deformações permanentes e está diretamente relacionada com a força de ligação dos átomos. A dureza pode ser determinada a partir da capacidade de um material “riscar” o outro, como na escala de Mohs para os minerais, que é uma tabela comparativa que determina o valor 1 para o talco e 10 para o diamante. Abaixo os principais equipamentos para a determinação de polímeros e elastômeros são:
Tabela de equipamentos para determinar dureza de polímeros e elastômeros
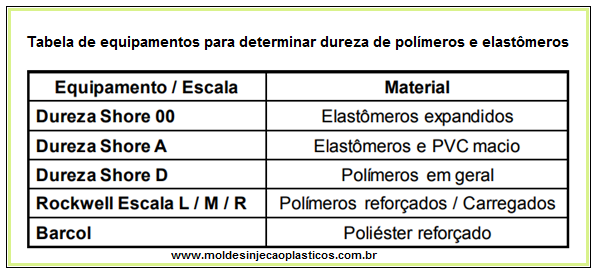
Tabela – Características e parâmetros de injetoras
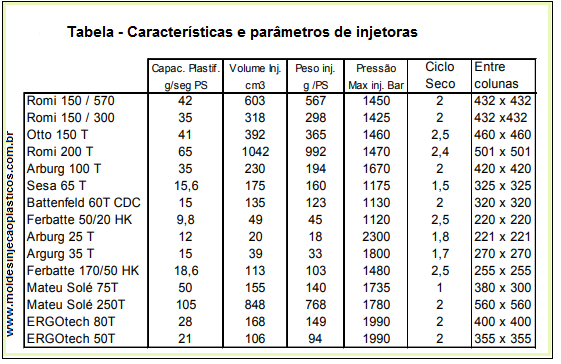
Tabela de recomendação para aplicação de sistemas de câmara quente
São considerados quatro cenários:
demanda baixa com alto valor agregado
demanda baixa com baixo valor agregado
demanda alta com alto valor agregado
demanda baixa com alto valor agregado
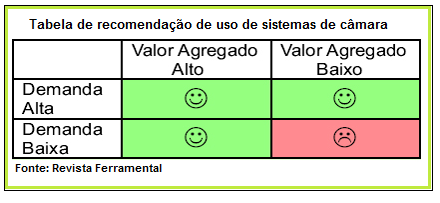
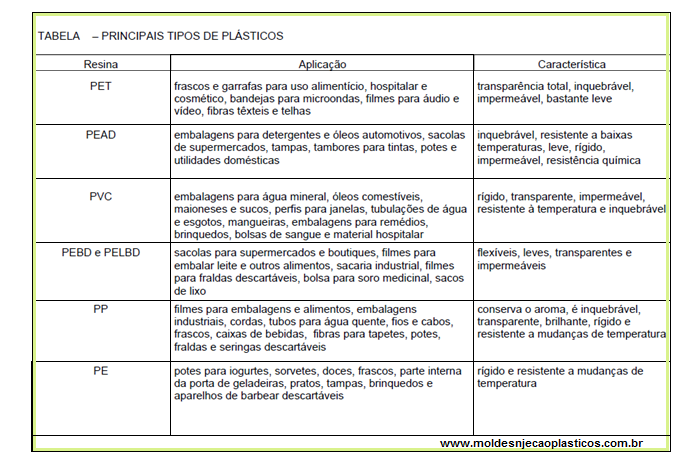
Tabela dos principais tipos de plásticos com aplicações e características
Condições de moldagem para :
Nylon 6.6 com fibra de vidro e ABS/PC – Resina base

Acrilonitrila Butadieno estireno (ABS) – Resina base

Tabela com faixas de temperatura mais vantajosas para a zona de enchimento.
Mais indicações para processamento de diferentes materiais plásticos (Veja link)
INDICAÇÕES PARA O PROCESSAMENTO DE DIFERENTES MATERIAIS PLÁSTICOS – 01
INDICAÇÕES PARA O PROCESSAMENTO DE DIFERENTES MATERIAIS PLÁSTICOS – 02
Tecnologia de moldagem do PVC por injeção
Tabelas com Propriedades de Polímeros
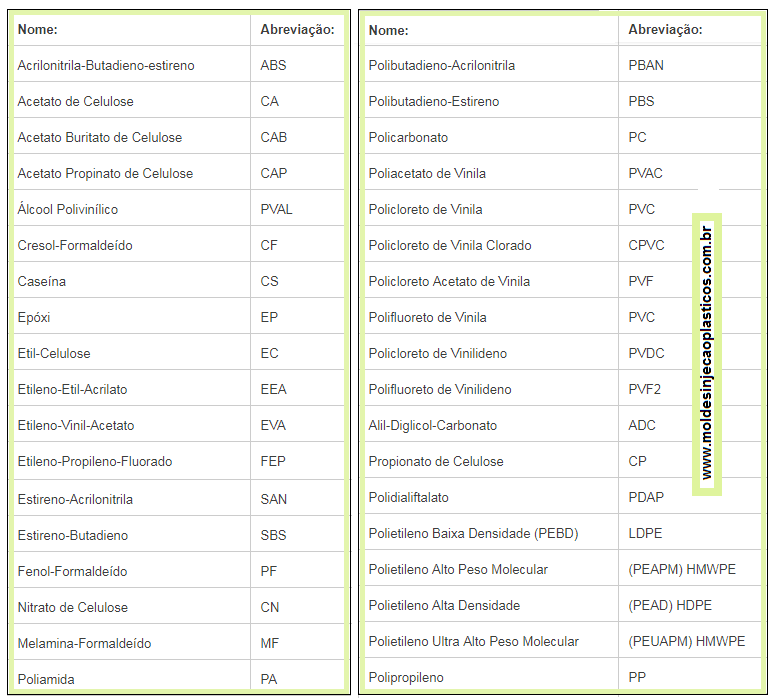
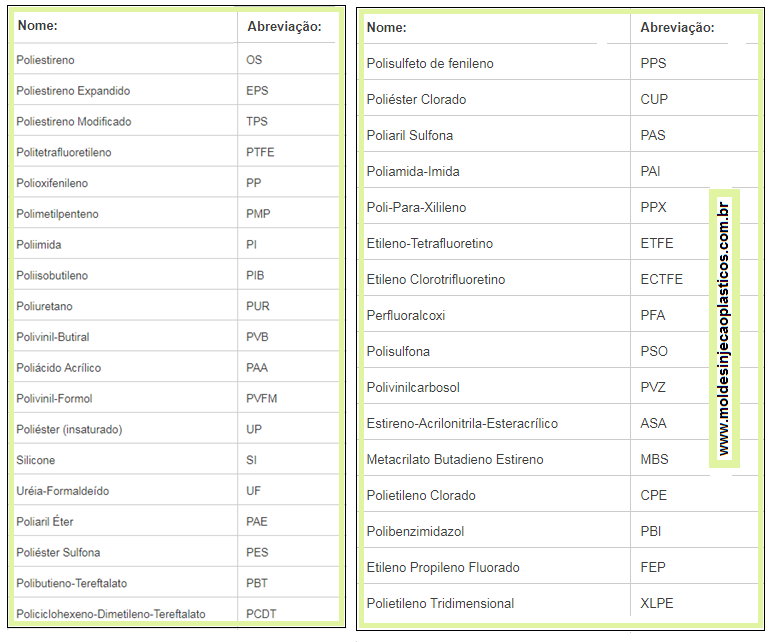
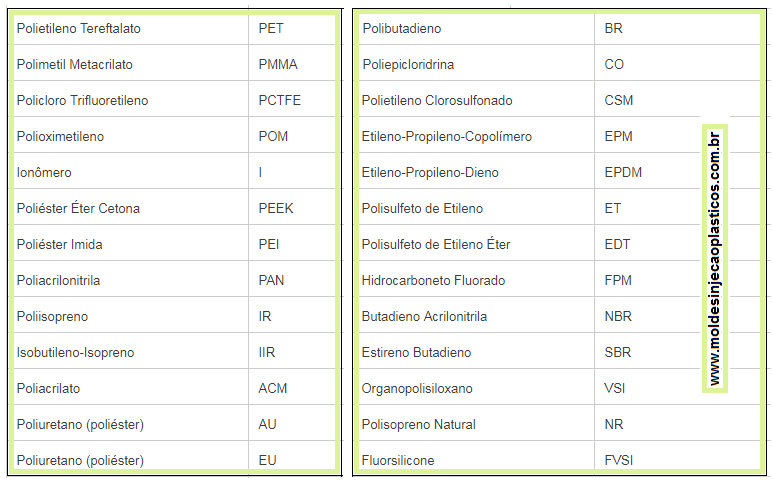
Tabela com Abreviação – Matérias primas plásticas mais comum
Se deseja saber mais sobre os temas a seguir, peça e-book gratuito oferecido pela empresa Piramidal
Acese link:
https://www.piramidal.com.br/e-books/
Processo de Injeção: Canais de Injeção
Processo de Injeção: A Estufagem do Material
Temperatura do Material: Processo de Injeção
Poliésteres Termoplásticos PBT e PET
Bendas de Policarbonato com Poliésteres termoplásticos
Blendas de Policarbonato com ABS
Propriedades dos materiais plásticos
—————————————————————————————————–
OBS: DADOS E INFORMAÇÕES AUXILIARES em constante atualização
Aceitamos sugestões de conteúdo, desde que citada a fonte
Fonte: Moldes Injeção Plásticos – Uma fonte imediata de informações
Desde 03/10/85
Checklist Desenvolvimento integrado do molde
Checklist Sequência de atividades na fabricação
Checklist Orientação projeto informacional
Checklist Orientação projeto conceitual
Checklist Orientação projeto detalhado
Checklist Questões de Polimento e Texturização
Checklist Verificação para liberação de projeto do molde
Checklist Fabricação e acompanhamento do conjunto
Checklist Verificações necessárias e montagem final
Checklist Auxiliar para try- out
Checklist Liberação do molde ao cliente
Checklist Produção inicial do molde
Checklist Liberação do molde, após manutenção
Checklist Auxiliar para elaboração de Setup