
Por: Adriano Fagali de Souza
A tecnologia de usinagem em altas velocidades (HSC) já é uma realidade nos centros produtivos
mais desenvolvidos. Todavia, a sua implementação deve levar em consideração uma série de
pré-requisitos, muitas vezes desprezados, sem os quais não há retorno do investimento.
Aplicações da tecnologia de usinagem em altas velocidades (HSC HIGH SPEED CUTTING)
Atualmente, a tecnologia HSC vem sendo desenvolvida principalmente para as operações de fresamento, a fim de atender a duas áreas de fabricação: as operações de desbaste e aca-bamento de materiais não ferrosos. Respectivamente, se tem para o primeiro caso, os setores aeronáutico e aeroespacial e o segundo caso tem sua principal utilização nos fabricantes de moldes e matrizes¹. A aplicação da tecnologia HSC nestes setores oferece uma drástica redução dos tempos de manufatura, se comparados aos dos processos CNC convencionais.
PAra os materiais não ferrosos, tem- se a redução do tempo efetivo de usinagem, enquanto que para os materiais ferrosos, tem- se economia de tempo e custos, obtendo maior precisão ao usinado, pois se reduz consideravelmente os processos de acabamento manuais, posteriores ao processo de usinagem². Observa- se na Figura 1a a faixa de valores que se convencionou chamar de usinagem em altas velocidades, relacionando ao material a ser usinado. Segundo MÜLLER e SOTO³, a velocidade de corte também está relacionada a cada aplicação específica conforme demonstrado na Figura 1b.
A velocidade de corte para HSC em operações de fresamento está na faixa de dez vezes superior às velocidades convencionais de usinagem, de acordo com o material a ser usinado. A aceleração para movimentação e posicionamento dos eixos da máquina- ferramenta, também é um fator importante a ser considerado, principalmente na usinagem de formas complexas. Máquinas que trabalham com altas acelerações, podem obter um ganho significativo frente às máquinas convencionais.
As máquinas- ferramenta na faixa de transição para HSC, atualmente podem trabalhar com acelerações da ordem de 10 m/s², e máquinas HSC de laboratório com motores lineares, trabalham hoje com acelerações da ordem de 30 m/s². Atualmente pode- se encontrar eixos- árvore com freqüência de eixos- árvores com freqüência de rotação de até 100.000 rpm, embora seja mais comum a faixa de 15.000 á 40.000 rpm.

Figura 1a – Velocidades de corte em função do material.
Figura 1b – Velocidades de corte em função da operação.
PRINCIPAIS CARACTERÍSTICAS DO PROCESSO DE USINAGEM HSC
Observa- se que com o aumento da velocidade de corte, pode- se obter aumento no volume de material removido, reduzir as forças de corte na usinagem, melhorar a qualidade da superfície usinada e, com fator negativo, tem- se uma redução da vida útil da ferramenta de corte¹. Com isto, os esforços para otimização do processo HSC de incluir, principalmente, estudos sobre as estratégias de usinagem que reduzam o desgaste da ferramenta de corte, tornando o processo viável e eficiente.
Nos estudos realizados por SOUZA4, com a finalidade de ampliar o conhecimento do processo de fresamento de formas complexas, constatou- se que a qualidade superficial é aprimorada elevando- se a velocidade de corte assim como as componentes da força de usinagem são reduzidas.
CARACTERÍSTICAS DAS FRESADORAS PARA TRABALHO EM HSC
Uma das características que limita a utilização da tecnologia HSC para todas as operações de fresamento, mesmo nos processos onde a ferramenta de corte não representa limitações, é a potência do eixo- árvore da máquina- ferramenta HSC. O eixo- árvore HSC, atualmente, é capaz de fornecer alta freqüência de rotação, mas com baixa potência.
A potência do eixo- árvore é inversamente proporciona l à rotação. As máquinas para a faixa HSC devem ser utilizadas em operações que não exijam grande potência para a execução da usinagem. Por este motivo, adicionada a conservação da máquina, a tecnologia HSC é utilizada principalmente na usinagem de acabamento de materiais ferrosos, nos setores de moldes e matrizes.
FATORES QUE LIMITAM A VELOCIDADE DE AVANÇO NO PROCESSO DE USINAGEM
Alguns problemas foram encontrados durante o período preliminar de ensaios. Quando se trabalha em HSC, se faz necessária também alta velocidade de avanço. Limitações dos processos convencionais CNC que até então eram irrelevantes para o processo de usinagem, passaram a ter um novo enfoque para a usinagem HSC. Estes problemas estão descritos a seguir.
Execução de programas por blocos (on- line)
Os comandos numéricos que não possuem capacidade de memória suficiente para armazenar programas relativamente grandes necessitam fazer uso dos recursos para execução de programas em blocos. O CNC é conectado a um computador externo através de uma interface padrão como, por exemplo, RS-232. O CNC é alimentado pelo computador, executa as linhas de comandos, apaga da memória as linhas já executadas e envia sinal para o recebimento de novas informações de acordo com as necessidades.
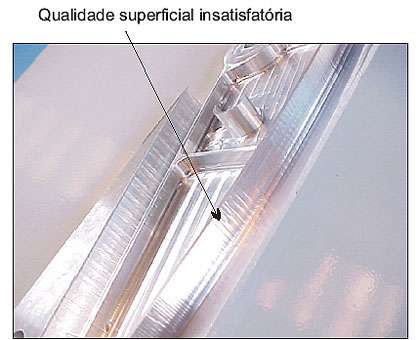
Este processo se repete durante toda a operação em frações de segundos. Quando a velocidade de avanço supera a capacidade de transmissão do sistema (computador emissor – CNC), observam- se solavancos na máquina ferramenta, com descontinuidade na movimentação, resultando num acabamento de qualidade indesejável. Estes problemas foram constatados nos experimentos realizados por SOUZA5, como apresentado pela figura 2.

Figura 2 – Acabamento prejudicado pela
performance de comunicação PC/CNC5
Performance do comando numérico
Os comandos numéricos mais avançados possibilitam trabalhar com programas NC extensos (2GB), eliminando a execução de programas por blocos e suas inconveniências, como demonstrado acima. Entretanto, ainda alguns fatores influenciam a performance do CNC e conseqüentemente, limitam a velocidade de Avanço para usinagem:
– Tempo de processamento de bloco (TPB0: é o tempo médio necessário para o controle numérico processar uma linha de programa e enviar informações de comando para o acionamento dos servo- motores. O comprimento do segmento de reta utilizado para descrever uma parcela da trajetória da ferramenta (interpolação linear de segmentos de retas), em conjunto com o TPB, são fatores que limitam a velocidade de avanço da usinagem (Tabela 1 Item 7);
– Relógio (Clock) e Barramento (Bus): a freqüência do clock deve ser relacionada com a quantidade de CPUs no sistema e a capacidade do barramento. Uma CPU com 32 bits terá baixo rendimento se utilizar um barramento de 16 bits;
– Block Buffer: o CNC armazena blocos já processados em uma área temporária (“pulmão” – Block buffer). Desta forma, existe sempre um bloco de comando processado esperando para ser executado pelo servo. Os CNCs convencionais em geral, são capazes de armazenar até 10 blocos processados. Para se trabalhar em HSC, exige- se mais blocos de comandos processados no Block Buffer.
Quando a velocidade programada para o avanço for maior que a capacidade do CNC para interpretar e enviar informações de movimentações aos servo- motores, ocorrem limitações no avanço , podendo ocasionar duas situações distintas, em função das características do comando numérico utilizados:
– em comandos desatualizados, com limitações de recursos: quando a velocidade programada supera a capacidade do CNC, ocorrem solavancos na máquina durante o processo de usinagem, provocando descontinuidades na movimentação e resultado em acabamento insatisfatório;
– em comandos modernos: se a mesma situação ocorrer, este irá reduzir a velocidade de avanço até se enquadrar em um valor que possa gerenciar. Com isto, permite um acabamento superficial adequado, mas reduz- se a velocidade de avanço do processo.

Funções especiais do CNC para trabalho em alta velocidade de avanço
Para se trabalhar em HSC de forma mais eficiente, novos recursos estão sendo desenvolvidos e implementados nos CNC modernos para permitir maior velocidade de avanço em superfícies complexas.
As principais funções especiais são:
– Look ahead: comando que tem a finalidade de pré- processar blocos do programa NC, antes de sua execução, permitindo assim atingir maior velocidade de avanço.
– Feed Forward: este comando reduz as imprecisões causadas pelas velocidades de deslocamento dos eixos e suas acelerações, quando se trabalha em alta velocidade.
– Formas de aceleração (Comando Soft/ Brisk): comando que define a forma de aceleração da máquina (suave/ brusca). O modo Brisk de aceleração permite menor tempo de usinagem, entretanto as movimentações ocorrem de maneira brusca, podendo comprometer os mecanismos de acionamento da máquina- ferramenta.
– Transformação polinomial Spline: este comando transforma, em tempo real, várias linhas de comandos G01 de um programa NC tradicional, em uma equação polinomial. Um valor de tolerância é utilizado para aproximar o programa linear em uma equação polinomial, e deve ser definido em dados de máquina. Este recurso substitui a geração de programas Spline via software CAM. Entretanto, isto implica em outro processamento no CNC, podendo aumentar o TPB, além de requerer um outro valor de tolerância, necessário para esta transformação.
– Arredondamento de cantos: esta função ajusta, em tempo real, pequenos raios nas conexões dos segmentos de retas de um programa NC, permitindo uma movimentação mais suave da máquina. A dimensão destes raios está relacionada com um valor de tolerância e também deve ser definida em dados de máquina.
Todos estes comandos estão sendo desenvolvidos para minimizar o problema do Tempo de Resposta da Máquina/ CNC (TRM), e com isto permitir que a máquina atinja maior velocidade de avanço em ares complexas. Entretanto, atualmente ainda existem grandes lacunas para se atingir alta velocidade de avanço em áreas complexas.
ANÁLISE DE PERFORMANCE DE UM EQUIPAMENTO/ MÁQUINA CNC
Mesmo utilizando todos os recursos de um CNC moderno, as limitações da velocidade de avanço ainda são observadas. SOUZA5 utilizou um método para analisar a performance de dois comandos numéricos. Foi gerado um programa NC consistindo em uma movimentação linear composta por pequenos incrementos de retas. Foi utilizando uma velocidade de avanço relativamente elevada no programa NC. Observou- se que a velocidade de avanço programada não é condizente com a real; a velocidade real diminui proporcionalmente ao valor do tamanho do incremento utilizado para movimentação e se diferencia entre os dois CNC utilizados no teste. A tabela 1 apresenta os resultados desta análise.
O CNC 1 reduziu drasticamente a velocidade de avanço, além d resultar em solavancos durante a movimentação. Embora o CNC 2 tenha reduzido a velocidade de avanço programado, não foi notado movimentação com solavancos.

Concluindo, observa- se, na usinagem de moldes contendo formas complexas, que a velocidade de avanço máxima que a máquina consegue atingir durante uma usinagem depende de vários outros fatores, como programação NC, velocidade de processamento do CNC, dentre outros. Muitas vezes, a máquina não consegue atingir a velocidade definida no programa NC. Uma máquina pode ter elevadas velocidades de deslocamento e baixa capacidade de processamento do CNC, resultando em acentuadas reduções do avanço programado, como apresentado.
Com isso, é possível verificar que para a usinagem de formas complexas, muitas vezes, é relativamente mais importante uma máquina que possua velocidade de resposta elevada e que permita atingir altas velocidades de avanço, ao invés de um eixo- árvore de alta rotação.
Com o simples método apresentado, pode- se verificar a velocidade de resposta de um equipamento máquina/ CNC.
Fonte: Revista Ferramental